Cleanliness of magnesium alloy melts plays an important role in producing high-quality, lightweight products exemplary for the automotive or aircraft industry with high-quality standards. Therefore, the applicability of ceramic foam filters in the active and reactive filtration of magnesium alloys was explored as an option of metallurgical refining. Carbon-bonded alumina foams were selected in their uncoated as well as variously coated states. To evaluate the applicability of selected ceramic filter materials, various tests were applied, investigating filter properties, interface interactions, melt cleanliness and wetting behavior of the filter, such as sessile drop tests, immersion and filtration tests, and metallographic evaluation of AZ91. Immersion tests in AZ91 at 680 °C for up to 60 min showed the durability of coated and uncoated Al2O3-C and the formation of finely-structured MgO in-situ layers on any alumina- or spinel-containing surfaces in contact with molten AZ91. These layers, resulting from interface reactions with the melt, are regarded to have the potential to attract and bind oxidic inclusions from the metallic melt during filtration, as AZ91 samples showed reduced inclusion amounts after their contact with Al2O3-C filters. Another milestone was the synthesis of MgAlON as a filter coating, proven to be resistant towards the reactive magnesium alloy melt.
10.1 Introduction
Environmental awareness and protection became a central topic in developing scientific progress, empowering research on lightweight materials suitable for structural components for aerospace and automotive applications to reduce fuel consumption, as well as improving recyclability of the materials. With its low density of 1.74 g/cm3, high specific strength, good castability, machinability, resource abundance, electromagnetic shielding properties and recyclability potential [1, 2], magnesium and its alloys are regarded as promising lightweight materials.
Apart from these positive qualities, there are some disadvantages that hinder their wide-spread application, such as low formability at ambient temperatures, tendency to corrosion, and, most prominently, proneness to high inclusion contents due to high melt reactivity [3]. Measures of melt protection, such as the usage of cover gases, fluxes, and specific closed furnace designs, are therefore required, complicating the foundry process [4]. Non-metallic inclusions, most notably oxide particles, clusters or skins [5], reduce the mechanical properties of magnesium and magnesium alloy castings greatly, acting as a disruption of the metal matrix, prone to crack initiation and propagation. Porosity caused by shrinkage and dissolved gases, such as hydrogen, may also be present. Furthermore, unwanted intermetallic particles or flux inclusions lower the corrosion resistance of magnesium-based castings. Therefore, the efficient removal of inclusions by means of purposive metallurgical treatments of metal melts is the key to durable and reliable magnesium products. Apart from flux- and gas-purging treatments, filtration has been proposed as a flux-free alternative for magnesium melt refining.
Anzeige
Earliest attempts at magnesium melt filtration were reported by Unsworth in 1960 [6], using a chilled iron shot bed to remove intermetallic particles from an AZ61 melt. During the 1970ies and 1980ies, further research was performed on the use of stainless steel mesh filters, which were able to retain inclusions down to 0.08 mm in size, improving the ultimate tensile strength of the AZ91 castings to 217 MPa [7, 8].
The usage of ceramic foam filters for magnesium melt filtration first gained attention in the 1990ies through the research of Bakke et al. [9, 10], using AZ91 scrap and therefore bringing the focus of recycling into the picture. The durability of magnesia- and alumina-based ceramic foam filters, their efficiency and deep bed filtration capacity were emphasized in further research [11, 12]. Even without argon sparging of the AZ91 melt, its filtration through MgO- or Al2O3-filters improved the ultimate tensile strength and elongation of the castings up to 190.7 MPa/190 MPa and 4.31%/4.05%, respectively, the values for unfiltered AZ91 being 175.3 MPa and 2.74% [13].
Following these promising results for conventional, oxide-based ceramic foams, which had also been successfully applied in aluminum melt filtration [14], the aim of current research was the application of carbon-bonded alumina ceramic foam filters [15] to assess their applicability in magnesium and magnesium alloy melts. With their lower manufacturing temperature, various coatability [16], active and reactive filtration mechanisms, high durability and resistance towards creep deformation, thermal shock and corrosion, these novel filter materials had been successfully applied in the field of refractory and steel melt filtration (cf. [17]).
Carbon-bonded alumina foams were manufactured as described by Emmel and Schwartzwalder et al. [15, 18], equipped with various coatings, such as reaction-sintered MgAlON, and applied in an AZ91 melt [19], noting interface reactions and inclusion contents of the metal. Sessile drop tests were conducted with various ceramic substrates and coatings to determine their wettability by AZ91 [20].
Anzeige
10.2 Manufacturing of Al2O3-C Ceramic Foam Filters and Novel MgAlON Coating Material
As carbon-bonded alumina was shown to be a suitable material for refractories and metal melt filters [15], research was focused on advantageous filter manufacturing techniques, which would result in high-quality filter structures with good mechanical properties.
Previous investigations of Luchini et al. [21] were based on the Schwartzwalder replica technique [18] using aqueous slurries containing 66 wt% of Al2O3, 20 wt% of the tar pitch binder Carbores P®, 6.3 wt% of carbon black, 7.7 wt% of graphite and 1.5 wt% of ammonium lignin sulfonate, as well as antifoam- and dispersing agents, as described by Emmel et al. [15]. These slurries were applied onto polyurethane foam templates in two coating layers and heat-treated in reducing atmosphere at 800 °C for 3 h. The results of comparative cold crushing tests showed that filters with coatings applied by centrifugation showed homogeneous structures with smoother fracture behavior, as compared to coatings that were applied by means of rolling or spray coating [21].
Additional research was furthermore conducted, putting an emphasis on coating techniques, as well as the slurry preparation routes [22].
Batches of Al2O3-C ceramic foam samples with 20 pores per inch (50 × 50 × 20 mm3) were manufactured according to the Schwartzwalder technique, using combinations of either dipping and rolling, spray coating or centrifugation for the first coating layer and spray coating or centrifugation for the second coating. Two types of Al2O3-C slurries were compared for either coating layer. The first type was prepared in a ball mill, using Al2O3 grinding balls at 80 rpm for 24 h, the second one was prepared in a high-shear mixer with a mixing duration of 45 min at 100 rpm [22].
After their heat treatment, functional as well as material pores of the ceramic foams were evaluated by means of computer tomography (μCT) analysis, mercury intrusion porosimetry and scanning electron microscopy (SEM). The cold crushing strength of the Al2O3-C foams was tested at room temperature at a quasi-static crushing speed of 3 mm/min for 20 samples of each batch.
μCT analysis and mercury intrusion porosimetry showed similar average functional porosities for all manufacturing routes, ranging from 37.7–42.8%. For coatings applied by centrifugation, a porosity gradient of approximately 5% was noted, correlated to the centripetal forces during the coating process. Nonetheless, centrifugation resulted in a more homogeneous foam structure as compared to spray coated foam samples, which showed a tendency towards thinner struts and thicker nodes [21, 22].
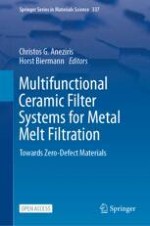
With grain sizes d90 < 0.2 mm, the tar pitch binder Carbores P® is a coarse-grained component, which has a high influence on the rheological and coating properties of the slurry, depending on its milling degree. Filter samples made using only shear-mixed slurry displayed coarse, inhomogeneous structures with large, angular pores up to 140 μm in size, seen during SEM analysis (see Fig. 10.1), resulting in cold crushing strengths around 0.35 MPa (see Fig. 10 in [22]). Additional heat treatments conducted in-between coating steps were shown to be unsuitable, causing shrinkage cracks between the ceramic layers, resulting in frail ceramic foams [22].
A SEM image of the cross section of the A l 2 O 3 filter at 500 micrometers. The morphology of the sample has a porous surface with voids of different sizes.
Fig. 10.1
SEM micrograph of an Al2O3-C filter strut cross-section after its heat treatment, showing a layer composed of coarse-grained, shear-mixed slurry in the middle (I) and a finely-structured coating layer of homogeneous, ball-milled slurry (II)
×
Ball-milled slurry showed smaller grain sizes, resulting in coatings that were more homogeneous, finely structured, and had smaller pores after their heat treatment (see Fig. 10.1). Ball-milled second coatings were shown to close flaws in the first layer effectively, proving to be an advantageous manufacturing route, resulting in higher cold crushing strengths around 0.7 MPa. The manufacturing process of the first coatings was suggested to have minor influence on the mechanical properties of the foam (see Fig. 10 in [22]).
The use of MgAlON as a coating material for Al2O3-C filters that would be used in magnesium- and aluminum alloy melt filtration is proposed following previous reports on the application of MgAlON as a refractory material [23] and its resistance towards hydration, making the application of aqueous coating slurries possible [24].
Investigations were therefore conducted on pressureless reaction sintering of MgAlON from MgO-, Al2O3- and AlN powders in nitrogen atmosphere at 1500 °C and the wettability of sintered MgAlON by an AlSi7Mg alloy melt at 950 °C at a contact time of 3 h [24]. The range of starting molar fractions of 0.45–0.7 for Al2O3, 0.2–0.45 for MgO and 0.1–0.35 for AlN was selected based on previous syntheses reported in selected literature [25, 26, 26, 28], as well as the phase diagrams proposed by Willems for synthesis temperatures of 1400 °C and 1750 °C [27]. The mixtures were held at 1500 °C for 3 and 6 h, respectively, to investigate the influence of holding times on the synthesis yield. XRD analysis was performed to evaluate phase fractions and conversion degrees to MgAlON in sintered samples [24].
MgAlON formation was shown to increase with increasing fractions of MgO in the starting mixture and amounts of AlN that were below xAlN = 0.15. Furthermore, the conversion degree to MgAlON increased with sintering time, reaching an average of 92 wt% after 6 h at 1500 °C, while an average of 76 wt% was reached after 3 h of sintering [24]. The maximum amount of MgAlON (99 wt%) was registered for samples from the MgO-rich corner of the quasi-ternary system MgO-AlN-Al2O3 after 6 h of sintering, with Al2O3:AlN ratios of around 20:6 (cf. Fig. 6a, e in [24]). The compositional changes during sintering and respective thermodynamic calculations [24] were correlated to reactions postulated by Yan et al. for aluminothermic MgAlON synthesis [28]. MgO is hereby consumed first, reacting with Al2O3, forming MgAl2O4. As the homogeneity range of MgAl2O4 expands with increasing temperatures, further dissolution of Al2O3 into the spinel is facilitated. An alumina-rich spinel with cation vacancies is formed, encouraging the dissolution of AlN into its structure.
The AlN-MgAlON dual phase region is estimated to begin around xAlN = 0.15 at 1500 °C (cf. Fig. 6 in [24]). The loss of magnesium due to evaporation or parasitic reactions was proven to be marginal during the synthesis, since the lattice parameters did not show a significant decrease as the sintering progressed, showing values around 8.06 Å in the MgO-rich corner of the quasi-ternary system MgO-AlN-Al2O3 (cf. Fig. 7 in [24]).
Carrier gas extraction measurements conducted for sintered samples with the highest (99 wt%) and lowest (76 wt%) amount of MgAlON after 6 h of sintering showed nitrogen contents of 1.48–1.64 wt%, corresponding to relative nitrogen amounts of 1.5 wt% in the MgAlON phase, considering residual amounts of AlN within the respective sample [24].
To evaluate the applicability of the reaction-sintered MgAlON as a coating for filters used in light metal melt filtration, sessile drop tests were conducted at 950 °C using the alloy AlSi7Mg. Samples sintered at 1500 °C for 6 h were selected, containing the lowest (76 wt%) and highest (99 wt%) amount of MgAlON (cf. Fig. 6e [24]). Compared to state-of-the-art filter materials Al2O3 and MgAl2O4, which showed contact angles of 100° and 122°, respectively [29], the MgAlON samples showed remarkably low wettability and reactivity, with contact angles around 145° and 150° [24]. This leads to the conclusion that MgAlON is a promising material for the field of light metal alloy melt filtration.
10.3 Wettability of Ceramic Materials by an AZ91 Magnesium Alloy Melt
The evaluation of wetting behaviors and chemical interactions between the novel filter materials (cf. Sect. 10.2) and magnesium alloy melts are crucial for understanding and evaluating the filtration process and its applicability, as these properties have significant influence on the filtration efficiency. Higher contact angles in sessile drop tests, indicating lower wettability of the ceramic material by the light metal melt, were correlated with a higher filtration efficiency for non-metallic inclusions in filtration tests [30].
Sessile drop tests with magnesium alloys are technologically challenging, given the known high reactivity of the metal. The formation of oxide skins on the metal droplet, as well as impurity segregation, corrosion of ceramic substrates and metal evaporation, lead to significant inaccuracy and complications in the measuring process. Furthermore, the wetting process is practically not calculable, considering the high amount of influencing variables for technical-grade materials and surfaces [31]. Conventional sessile drop testing, in which a piece of metal is molten directly on the ceramic surface and its contact angle measured, does not yield reliable results for magnesium alloys, due to the significant oxide layer on the surface of the metal influencing measurements. Therefore, a metal dropping device and a novel furnace apparatus, optimized for such measurements [32], are used to obtain results for AZ91 droplets on ceramic substrates consisting of ZrO2, Al2O3, Al2O3-C, MgO and MgAlON [20, 24]. The apparatus applies heating elements made of refractory metal, which reduce residual oxygen contents in the protective argon atmosphere and ensure an accuracy of ±2° for contact angle measurements between the substrates and metal droplets using a digital high-speed camera at 100 fps and digital image analysis. Capillary purification of the AZ91 droplet is conducted, pressing the metal onto the ceramic substrate through a graphite tube, effectively removing oxide skins and impurities from its surface [32, 33]. The ceramic substrates were unpolished and manufactured using the same materials and heat treatment routes used for ceramic foam filters to ensure comparability with their surfaces. Sessile drop tests were conducted at the common foundry temperature of 680 °C and a contact time of 10 min, the substrates were preheated within the furnace chamber [20].
Before and after the sessile drop tests, the surface roughness of the ceramic substrates was determined by means of a digital optical microscope according to DIN EN ISO 25178. SEM and energy dispersive X-ray (EDX) analysis of contact surfaces and metal droplet cross-sections was conducted to evaluate any traces of interfacial reactions.
Preliminary thermodynamic calculations were performed to evaluate possible interfacial reactions. As anticipated, inertia of MgO towards the magnesium alloy melt was shown, while Al2O3, Al2O3-C and residual MgAl2O4 spinel were calculated to react with the metal. For these substrates, the interfacial reaction would result in the formation of MgO and MgAl2O4 at the interface, along with the dissolution of reduced aluminum in the metal melt. A similar reaction is anticipated for the ZrO2 substrate, with the formation of MgO, Al- and Zr-containing intermetallics and the enrichment of the alloy with Zr occurring [20]. A reaction of the magnesium alloy melt with MgAlON is not anticipated at 680 °C due to the metastable condition of the ceramic material below 700 °C [37] and its high corrosion resistance towards AZ91 under these experimental conditions [19]. Calculations or simulations of the actual wetting processes of technical materials are not seen as practical, due to many varying influences on them, therefore experimental investigations are considered important trend values to evaluate and plan technological processes [31], such as metal melt filtration.
Thermodynamic calculations were experimentally confirmed by means of SEM and EDX evaluation of the contact surfaces after the sessile drop tests. All AZ91 droplets were found to have a metallic, oxide-free surface, indicating successful protection from oxidation by the novel experimental setup [32]. While no significant differences were found in the surface roughness values of the ceramic substrates, traces of interface reactions were seen for the ZrO2-, Al2O3- and Al2O3-C substrates, which were correlated to changes in the registered contact angles that were seen to decrease over time (see Fig. 6 in [20]).
Formed MgO was observed on the ZrO2 surface that had been in contact with the AZ91 droplet, traces of MgO were also found in proximity to the location of the droplet, suggesting slight evaporation of magnesium during the test, reacting with the ZrO2 surface after settling. Zirconium was furthermore detected in intermetallic particles on the contact surface and cross-section of the AZ91 droplet, in accordance with the thermodynamic calculation of the reduction of ZrO2 by the AZ91 melt. This interfacial reaction mirrors the decline of measured contact angles, starting at 114° and reaching 102° after 10 min of contact time (see Fig. 6 in [20]). According to Eustathopoulos and Lee et al. [31, 34], the polycrystalline ZrO2/AZ91 system can be characterized as wetting and reactive, displaying contact angles entirely below 120°. As the interfacial reaction introduces intermetallics and oxygen into the metal, the surface energy gets decreased, encouraging wetting of the substrate [31]. Therefore, ZrO2 is not seen as preferable for an application in magnesium alloy melt filtration.
Traces of an interfacial reaction were furthermore found on the surface of the Al2O3 substrate after the sessile drop test. Its magnesium content in the absence of metallic particles suggests MgO or MgAl2O4, as calculated thermodynamically, resulting from the reduction of Al2O3 by the AZ91 melt. The cross-section of the AZ91 droplet showed no significant amount of oxides, suggesting that the metal was not contaminated by the contact with the ceramic substrate. The suitability of Al2O3 for further research into magnesium alloy filtration is furthermore shown by the contact angles measured, staying above 120° during the test [20], implying non-wettability of the substrate [31, 34]. Staying at 142° for the first 3 min of the test, the contact angles declined towards 126° at 10 min, influenced by the chemical changes and phase formation at the interface, as Al2O3 was reduced by the magnesium alloy melt (see Fig. 6 in [20]). MgO in-situ layer formation is furthermore seen as a potential for improved reactive filtration of magnesium alloy melts by Al2O3-containing substrates in both carbon-bonded and carbon-free states [19, 20, 35].
The Al2O3-C surface showed traces of MgO or MgAl2O4 formation as well, indicating a similar interface reaction, while no carbide formation was detected, in accordance with the slow kinetics of Al4C3 formation at 680 °C. No oxide inclusions were found on the cross-section of the AZ91 droplet, and the grain-refining particles were undisturbed. Despite a contact angle irregularity at 6.5 min of the sessile drop test (see Fig. 6 in [20]), the Al2O3-C substrate showed high contact angles around 146–151°, and even after the deviation the contact angles never sank below 120°, indicating non-wettability of the material, as well as its suitability for magnesium alloy melt filtration. The irregularity was suggested to have been caused by an adhering oxide particle, distorting the shape of the AZ91 droplet [20]. A significant contribution towards low wettability of Al2O3-C is found in the graphite content of the surface, as its polycrystalline, porous, and micro-faceted structure effectively pins the solid–liquid-vapor triple line [31].
Notably, the highest and most constant contact angles were measured for the MgO and MgAlON substrates at 140° and 150°, respectively (see Fig. 6 in [20]), indicating their non-wettability and inertia towards molten AZ91. No significant chemical changes were found on the surfaces of the substrates after the sessile drop tests, showing no traces of any interfacial reactions. The cross-sections of respective AZ91 droplets were shown to be oxide-free, with the grain-refining intermetallics undisturbed.
While both MgO and MgAlON were shown to be suitable materials for magnesium alloy melt filtration, MgAlON should be pinpointed as a highly promising option, since it was shown to have the advantage of being resistant towards hydration [24]. This ensures the advantage of easier and safer filter manufacturing and coating using aqueous slurries.
10.4 Immersion Testing of Ceramic Foam Filters in AZ91 and Its Interface Reactions
Preliminary short-term immersion tests in an AZ91 melt were carried out, using uncoated and coated carbon-bonded alumina filters (10 pores per inch, 150 × 25 × 20 mm3) to assess their applicability and interface reactions [35]. The carbon-bonded alumina filter samples were manufactured according to the Schwartzwalder technique [18], using polyurethane templates and aqueous slurries containing Al2O3, graphite, carbon black, additives and the tar pitch binder Carbores P®, as described by Emmel et al. in 2012 (cf. Sect. 10.2, [15]). Various coatings were applied onto the carbon-bonded substrates, such as MgAl2O4, Al2O3 [16], carbon-bonded MgO, or carbon nano tubes and alumina nano sheets [36]. The filter samples were immersed in an AZ91 melt for up to 120 s at 680 °C, SF6 was used as cover gas to protect the melt from oxidation. Every filter sample was retrieved from the melt undamaged (see Fig. 10.2).
5 photographs of the ceramic foam filters under immersion testing. The filters are coated with A l 2 O 3, M g A l 2 O 4, M g O, and C N T. The surface of the filter has a porous structure.
Fig. 10.2
Carbon-bonded alumina foam samples immersed in the AZ91 melt (cf. [35]). Al2O3-C, a uncoated, b Al2O3-coated, c MgAl2O4-coated, d MgO-C-coated, e coated in alumina nano sheets and carbon nano tubes
×
Subsequently, the immersed surfaces of the filter samples were evaluated by means of SEM and EDX analysis. Finely structured, platelet-like in-situ layers (cf. Fig. 10.3) with thicknesses around 2.5 μm were found on the immersed filter surfaces containing Al2O3 or MgAl2O4, while the filter surface underneath kept its structural integrity. EDX analysis suggested its composition of MgO.
3 SEM images of the ceramic foam surface at 100, 5, and 20 micrometers. a and b. The morphology of the sample has a mesoporous surface of varying sizes. c. The morphology has a rough coated surface. d. The morphology of the sample has a rough surface with the formation of droplets.
Fig. 10.3
SEM micrographs showing MgO-containing in-situ layers that had formed on ceramic foam surfaces after their contact with molten AZ91. a layer on the ZrO2 filter surface after 15 min of melt contact, b layer on the uncoated Al2O3-C surface after 30 min of melt contact, c layer on the Al2O3-coated surface after 5 min of melt contact, d layer and AZ91 droplets on the MgAlON-coated surface after 30 min of melt contact
×
These observations were in accordance with thermodynamic calculations, which showed the reduction of Al2O3 or MgAl2O4 contents of the filter surface by the magnesium alloy melt, resulting in the formation of MgO at the interface and the dissolution of metallic aluminum in the melt [35]. Furthermore, the dissolution of carbon or oxygen in the metal melt was calculated to be low, while Al4C3 formation is thermodynamically hindered at the given temperature [37].
The formation of CO bubbles, which has been observed during the application of carbon-bonded alumina filters in steel melts and attributed to a cleansing flotation effect [38, 39], was not observed in AZ91, as CO would be immediately reduced by the magnesium alloy melt. Therefore, no flotation effect can be anticipated [35]. Despite this, promising results were achieved in steel melt filtration experiments, using similar reactive ceramic filters, forming in-situ layers that were able to entrap inclusions from the melt [44], therefore great potential for light metal melt filtration is seen in the tested filter materials.
To investigate long-term filter stability and their influence on melt cleanliness, extended immersion tests were carried out with selected coated and uncoated filter samples [19]. Uncoated, as well as Al2O3- or MgAlON-coated [24, 40] Al2O3-C filters with 10 pores per inch were selected for this purpose. Filter samples made of ZrO2 were added to the selection as well, following the observation of Wu et al. on ZrO2 filters being third-most-effective in filtering AZ91, following filters made of MgO and Al2O3 [13]. A vertical tube furnace and steel ladle were used to melt the AZ91, the immersion of filters was carried out at 680 °C under protective Ar-0.2 Vol% SF6 atmosphere. Filter samples were kept at dwell times of 5, 15, 30 and 60 min, a stainless steel strainer was used to remove the oxide layer from the melt surface before each immersion and a batch of fresh AZ91 was used for each type of filter material. AZ91 melt samples and the immersed filters were evaluated regarding melt contamination and interface reactions.
All of the filter samples endured the long immersion times, not showing signs of erosion, dissolution or other damage. SEM analysis of immersed filter surfaces showed in-situ layers that had formed in contact with the AZ91 melt (see Fig. 10.3). EDX data suggested their composition of MgO, small amounts of fluorine and sulfur were detected, originating from a reaction with the protective cover gas mixture, containing SF6. Occasionally, metallic AZ91 droplets were found adhering to the ceramic filters, their metallic surfaces showed successful melt protection during the immersion process [19].
As expected, the area covered in MgO-containing in-situ layers increased with increasing immersion time, as the interface reactions between the filter material and AZ91 melt progress. For the immersed, uncoated Al2O3-C filter, the platelet-like in-situ layer showed thicknesses of approximately 3 μm after an immersion time of 15 min, with the thickness of the layers increasing to 5 μm after 60 min of contact time. The filter areas that were not covered in MgO appeared intact, smooth and undamaged by the melt. For the Al2O3-coated filters, denser MgO in-situ layers were observed, reaching thicknesses of 10 and 20 μm after 5 and 60 min of immersion time, respectively.
This can be correlated to the higher amount of Al2O3 present in the surface, as compared to Al2O3-C, which readily reacts with molten magnesium, forming larger quantities of MgO in the process [19].
Patches of finely structured MgO were also found deposited on the MgAlON-coated filter samples, reaching thicknesses of 15 to 50 μm after 15 and 60 min of contact time, respectively. Considering that MgAlON itself was shown to be non-reactive towards AZ91 (see Sect. 10.3), the MgO can be regarded as inclusion depositions from the melt or the product of reactions with the Al2O3-C substrate underneath, which can be exposed through technologically unavoidable firing cracks.
Similar MgO deposits were found on the ZrO2 substrate. Extensive in-situ layers with thicknesses ranging from 20 to 50 μm for immersion times of 30–60 min, respectively, were found and concluded to result from the reduction of ZrO2 by the magnesium alloy melt [19]. Furthermore, amounts of magnesium were registered in deeper regions of the filter struts, showing the dissolution of magnesia in ZrO2, as it is utilized in magnesia-stabilized zirconia [41].
Automated SEM/EDX analysis (ASPEX) was used to evaluate the inclusion contents and compositions of AZ91 samples that had ceramic filters immersed in them for 60 min. 345 mm2 of each sample cross-section were analyzed, particles larger than 1 μm could be identified [42]. The intermetallic β-phase (Mg17Al12) was shown to be unchanged by the contact with filter materials, up to 2 wt% of iron was registered within it, originating from the contact with the steel ladle (cf. [43]), while intermetallics in as-cast AZ91 contained 0.7 wt% of iron. Manganese- and iron-rich intermetallic particles could be described as Al8(Mn, Fe)5, as reported by Øymo et al. [44]. Zr contamination was negligible in AZ91 that was in contact with ZrO2. Only traces of sulfur were registered in inclusions, showing that the reaction products of the cover gas component SF6 remained on the surface of the melt without contaminating it.
666 nitrogen-containing inclusions per 100 mm2 were registered for the as-cast AZ91 sample, all of the immersed filter materials were successful at reducing the inclusion content down to 81–120 per 100 mm2, measured for samples that were in contact with ZrO2 and the Al2O3 coating, respectively. Most of the remaining inclusions had sizes below 50 μm [19].
Analysis of oxygen-containing particles showed significantly reduced or unchanged inclusion amounts in AZ91 samples that have been in contact with filter surfaces containing Al2O3-C, Al2O3 or MgAlON (see Fig. 7 in [19]). For all filter materials, most inclusions were below the size of 20 μm, being around 98, 159 and 301 inclusions per 100 mm2 respectively, with the as-cast AZ91 sample containing 306 inclusions per 100 mm2 with sizes up to 50 μm. It should be noted, that while the number of inclusions stayed nearly constant in case of MgAlON, the average size of oxygen-containing inclusions was greatly reduced, being below 10 μm. For the inclusions within the as-cast AZ91 sample, average oxygen contents of 10.3 wt% were registered, AZ91 samples that have been in contact with given ceramic materials showed oxygen amounts of 1.6–2.6 wt% for their inclusions. The overall oxygen content of 0.4 wt% of the as-cast AZ91 sample was reduced to 0.1 wt% through contact with the ceramic filter materials [19].
The only exception from the positive effect of the ceramic materials on the cleanliness of AZ91 was seen for the ZrO2 filter immersion. The largest inclusion sizes of all immersed AZ91 samples were registered for the material, measuring 39 μm, with a total amount of 521 inclusions per 100 mm2. This correlates with the observations of Wu et al., 2010, describing the effectiveness of ZrO2 filters in AZ91 as low, compared to the performance of Al2O3 [13]. In contrast to that, coated and uncoated Al2O3-C filters were shown to be successfully applicable in further investigations of magnesium alloy melt filtration [19].
10.5 Outlook and Further Research
Preliminary immersion- and wettability tests suggested the possibility of a successful application of coated and uncoated Al2O3-C ceramic foams for the filtration of magnesium alloy melts, therefore, filtration tests are the core point of future research. Model, laboratory-scale AZ91 casting experiments were performed in a closed furnace chamber under protective Ar-0.2 Vol% SF6 cover gas, melting the metal above the uncoated or Al2O3-, MgAl2O4-, or MgAlON-coated Al2O3-C foam filters. AZ91 that had flown through the respective filters was collected in a steel ladle to be evaluated using automated SEM analysis. It is notable that all filter samples were retrieved from the filtration experiments without being damaged, after being held at 680 °C for up to 60 min and enduring the highly reactive AZ91 melt. Filtration experiments under industrial conditions are proposed, as well as filtration of various magnesium- and aluminum alloys, and the exploration of further possible filter coatings for active and reactive metal melt filtration.
10.6 Conclusions
Research had been conducted on coated and uncoated carbon-bonded ceramic foams regarding their application as filters for light metal alloy melts, such as AZ91. The following conclusions can be drawn.
With the Schwartzwalder technique applied for the manufacture of Al2O3-C filter foams, centrifugation was shown to be an advantageous manufacturing route, resulting in homogenous foam structures with good mechanical properties and cold crushing strengths. Furthermore, the application of ball-milled slurry contributed to homogeneous ceramic microstructures with small, finely distributed pores [22]. The novel ceramic filter coating material MgAlON was successfully manufactured by means of reaction sintering at 1500 °C for 6 h under nitrogen atmosphere. Powder mixtures containing 0.2–0.45 molar fractions of MgO, 0.1–0.35 molar fractions of AlN and 0.45–0.7 molar fractions of Al2O3 were used as starting materials. Maximum conversion degrees to MgAlON of 99 wt% were achieved in the MgO-rich corner of the quasi-ternary system MgO-AlN-Al2O3 at AlN:Al2O3 ratios of around 6:20 and sintering times of 6 h [24].
Preliminary sessile drop measurements between reaction-sintered MgAlON and the aluminum alloy AlSi7Mg showed wetting angles of 145–150°, proving non-wettability and non-reactivity of the ceramic material, and therefore its suitability as a filter coating for light metal melt filtration [24].
Novel sessile drop measurements using molten, capillary-purified AZ91 at 680 °C have proven Al2O3, Al2O3-C, MgO and MgAlON to be suitable filter materials for magnesium alloy melts. Despite a slight contact angle decrease after 10 min of contact time, induced by their interfacial reaction with AZ91, Al2O3-C and Al2O3 continued to show contact angles above 130°, implying their non-wetting character. Both MgO and reaction-sintered MgAlON had constant contact angles around 140° and 150°, respectively, showing their non-reactivity and non-wettability. The only substrate that was reactive and wetted by the AZ91 melt was ZrO2, showing contact angels around 100° after 10 min of contact time with molten AZ91 [20].
Immersion tests in AZ91 conducted at 680 °C for 10 s to 60 min showed the applicability of Al2O3-C filters in their uncoated and Al2O3-, MgAl2O4- and MgAlON-coated modifications. The filters stayed undamaged after the melt contact, interfacial reactions led to the formation of MgO-containing, platelet-like in-situ layers on all alumina-, zirconia-, or spinel-containing surfaces. Originating from the reduction of alumina, spinel, or zirconia by magnesium, these in-situ layers reached thicknesses of approximately 50 μm after contact times of 60 min. Automated SEM analysis of AZ91 samples that were in contact with uncoated, Al2O3- or MgAlON-coated Al2O3-C ceramic foam filters for 60 min showed a notable decrease in oxidic inclusions larger than 20 μm, suggesting the suitability of these filter materials for improving melt cleanliness. The contact with ZrO2 lead to an increase in oxidic inclusions in the AZ91 sample, marking the material as unsuitable for its application in magnesium alloy melt filtration [19, 20].
Model gravity filtration experiments using uncoated, as well as Al2O3-, MgAl2O4- and MgAlON-coated Al2O3-C filters showed their durability after being flown through by molten AZ91 and held at 680 °C for 60 min.
Acknowledgements
The authors would like to thank the German Research Foundation (DFG) for their support and funding of the Collaborative Research Center 920 “Multifunctional Filters for Metal Melt Filtration—A Contribution Towards Zero Defect Materials” (subproject C06, Project ID: 169148856), making this research on the filtration of magnesium alloys through ceramic foam filters possible.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.