Even though ceramic foam filters for metal melt filtration have been used in the casting industry for many decades, the filtration mechanisms have not yet been satisfactorily determined. Due to the opaqueness of the melt and the need for high operating temperatures as well as the complexity of the aluminum casting process, filtration experiments are expensive and a detailed insight into the filtration process is hardly achievable. However, the analysis by means of a model system contributes to an essential understanding of the processes taking place. Metal melt systems are characterized by their high surface tension resulting in poor wettability of the solid surfaces in contact with the liquid melt. Therefore, the model system needs to exhibit both similar flow characteristics and wetting properties as the melt system to obtain reliable results. In this study, water was used as the model liquid and the wetting properties of the solid surfaces have been modified to mimic the characteristic wetting behavior of the melt-filter interface. The influence of filter and particle properties as well as process parameters on the filtration efficiency of ceramic foam filters have been investigated. In order to minimize possible overlapping effects in the determination of individual parameters influencing the separation efficiency, care was taken to vary only one parameter, so that the filtration is only dependent on one variable. Besides water-based filtration experiments, it is also possible to have a closer look on interaction forces between inclusion particles and the filter wall and how a higher filtration efficiency can be achieved. Here, too, a water-based model system is beneficial due to the same issues of available devices and costs.
12.1 Water Model System
Water models have been applied in a large number of cases to investigate the metal melt flow [1‐3]. In addition to lower costs and reduced experimental effort, a water model allows the application of optical measuring methods in the process as well as subsequent analysis methods like computer tomography. Water has a comparable dynamic viscosity to liquid aluminum (1.2 m·Pas at 725 °C), the viscosity of steel melts, however, is significantly higher (5.2 m·Pas at 1600 °C) [4]. The transfer of results is therefore almost exclusively limited to aluminum filtration. Since the impurities predominantly contained in aluminum melts are made of alumina, i.e. corundum and its modifications (mullite and spinel), alumina particles were primarily used as model inclusions. A hydrophobic organic coating, more precisely silane Dynasylan® F8261 from Evonik, Germany, was applied on the surfaces of the hydrophilic model solids (filter and particles) to achieve a similar wettability as in the real system [5]. With this method, contact angles of 104–105° can be measured on very smooth oxidic surfaces. For the experiments, ceramic foam filters (CFF) produced via the Schwartzwalder method were used [6]. These filters came from subprojects A01 and A02 or have been commercially purchased from hofmann ceramic GmbH as they exhibit very low variations in mass and associated strut thickness. To investigate the impact of filter properties, the generated filters differed in pore sizes and surface morphologies. In addition to conventional ceramic foam filters, novel filter structures like the “spaghetti” filters [7] and special filter setups like a packed bed of cubes or filter aids in the form of ceramic fibers were tested [8, 9].
12.2 Water-Based Pilot Plant
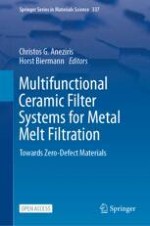
The filtration experiments were performed at a semi-automated pilot plant that was developed and built at the Institute of Mechanical Process Engineering and Mineral Processing (Fig. 12.1). The plant consists of a stainless steel pressure vessel with a maximum capacity of 80 L. The model melt is prepared by injecting model inclusions into the prefilled vessel. The particles are dispersed in ethanol as a carrier liquid to inhibit agglomeration. The use of an inclined blade stirrer ensures homogeneous distribution of the particles inside the vessel. After starting the filtration test, the model melt passes through an approximately 1 m long vertical pipe section before entering the filter mount where the filter is positioned. Cylindrical filters with a diameter of 40 mm or cuboid filters with a cross-section of up to 50 × 50 mm and a maximum depth of 60 mm can be inserted. To obtain information on the local separation efficiency several thinner filters can be stacked. A filter cloth holder downstream of the mount enables the subsequent gravimetric analysis of the experiments. Flow rate can be set by using a reducer that is placed at the outlet of the pipe. For the flow rate estimation, the filtrate is collected by a weighing vessel. The filtration plant can be operated in three modes: no pressure, constant pressure and constant flow. Flow rate control was achieved by pressurizing the water inside the vessel. After each experiment, both the CFF and the filter cloth were removed and dried for the gravimetric analysis. The mass difference of the filter cloth \({m}_{{\text{f}},{\text{c}}}\) can be assumed to be exclusively a result of the particles that passed though the filter without being separated. The filtration efficiency \(\eta\) can then be determined from the overall mass balance with Eq. (12.1):
where \({m}_{{\text{p}},{\text{f}}}\) represents the mass of particles that is separated in the filter. Further, the pressure drop across the CFF is another important parameter in metal melt filtration. If the resistance to liquid metal flow during the mold fill is too high, there is a risk of melt freezing. The filtration plant was therefore extended by a differential pressure device. A detailed description of the pilot plant can be found in [10].
Three photos, a to c, of parts of a filtration system. A has a detailed view of a filter mount and filter cloth mount. B has a microbubble generator upstream of the filter mount. C has a filter mount with an embedded C F F.
Fig. 12.1
a A detailed view of the filter mount and filter cloth mount; b micro bubble generator upstream of the filter mount; c filter mount with embedded CFF, adapted with permission from [10], 2019 John Wiley and Sons.
×
Anzeige
12.3 Gravimetric Analysis of Filtration
12.3.1 Influence of Filter and Particle Properties
With regards to the design of the model system, one major aim was to evaluate the influence of wetting behavior on the filtration performance. Heuzeroth et al. [11] carried out tests with Al2O3 particles with a size fraction of <200 µm and 20 ppi alumina filters at a lab-scale filtration plant. Different combinations of wetting states were tested. The samples (p: particles; f: filters) were classified by their surface properties, i.e. either wetted (phil) or not wetted (phob) by the liquid. The results of the gravimetric analysis show a strong correlation between the wetting behavior and the separation performance. The highest mean filtration efficiency was measured for the fully hydrophobic system (p-phob|f-phob) (see Fig. 12.2). One reason for the distinct increase of the filtration performance in the hydrophobic systems is the change in the later described adhesion energy leading to higher attachment probability between solid surfaces after collision. As a result, particles have a higher probability to be deposited permanently after contact with the filter surface.
A box plot of efficiency in percentage versus categories of wetting modifications. The median of P phob vertical bar F phob is the highest at 6.5, while P-phil vertical bar F-phob has the lowest at 1. Values are estimated.
Fig. 12.2
Obtained integral filtration efficiencies as a function of the wetting behavior of the particle and filter medium, adapted with permission from [11], copyright 2015 Elsevier Inc.
×
Moreover, there is a higher tendency to the formation of agglomerates when particle–particle collision occurs. The particle size distribution of the model impurities will consequently shift to larger sizes that can be separated more easily. This effect can be seen in the results for the partly hydrophobic system where only the particles were coated (p-phob|f-phil). The filtration efficiency is still significantly higher than for the cases where the particles are hydrophilic. The increase in filtration efficiency depends on size, shape, and the stability of the formed agglomerates. Because of that, higher standard deviations were observed for the systems where hydrophobic particles were present. Subsequent experiments were conducted in a fully hydrophobic system.
Further, the influence of different filter properties was investigated. CFF exhibit large differences in the morphology, depending on the granular components contained in the ceramic slurry. These differences can be characterized by the roughness and influence the particle separation in the filter [12, 13]. The impact of surface roughness on the separation efficiency of the ceramic foam filters was investigated on the macroscale. Four filters with different coating materials were chosen and evaluated regarding their separation efficiency in the model system: rutile, alumina, spinel and mullite. The setup consisted of three stacked 20 ppi filters. Alumina particles with an initial particle size fraction (PSD) of 2–20 µm were used as model inclusions. When the filter material is selected to match the impurities in the real aluminium melt system, chemism influences the separation process. This phenomenology can only be seen to a limited extent in the water model, since only alumina particles are used for these investigations and the solid surfaces have been coated to achieve comparable wetting conditions. Results of the filtration tests show that with higher filter roughness the mean filtration efficiency increases. Thus, the filter coated with TiO2 and a roughness of 0.3 µm yielded the lowest mean separation efficiency with 9.5% and the filter coated with mullite and a roughness of 1.1 µm the highest with 15.3%. To put the results into perspective, the filters were additionally evaluated regarding their pressure drop at a constant flow rate of about 23 cms−1. All filter types except for the TiO2 coated one exhibited a similar pressure gradient of about 12 mbar. With increasing roughness of the filter, slightly higher pressure gradients were measured. Only the TiO2-coated filter had a much lower pressure gradient of 7.9 mbar (Fig. 12.3a) [14].
2 error bar graphs. A plots filtration efficiencies and pressure drops for different filter materials. B plots the separation efficiency of a specific filter material at varying levels of roughness. Bar trends in both graphs rise. Graph A has 2 bars for integral S E.
Fig. 12.3
a Integral filtration efficiencies and mean pressure drops at 23 cms−1 for 20 ppi filters of different materials; b separation efficiency of 30 ppi alumina with increasing roughness [14]
×
To isolate the influence of surface roughness, 30 ppi alumina filters with varying arithmetic average roughness between rms = 0.16–0.32 µm (scan area 42 µm2) were tested in an identical setup (Fig. 12.3b). The same influence of roughness was observed than in the previous investigations involving the different coating materials. When the roughness value was doubled from 0.16 to 0.32 µm, the mean separation efficiency increased from 22.9 to 29%.
Anzeige
Regarding the filter structure, the impact of pore size was investigated by varying the ppi number. Filtration experiments were carried out on 10 and 30 ppi industrially manufactured filters (properties summarized in Table 12.1). For every experiment a stack of four identical cylindrical filters with a diameter of 40 mm and a height of approximately 13.5 mm each were used.
Table 12.1
Properties of the used CFF, adapted with permission from [10], copyright 2019 John Wiley and Sons.
10 ppi
30 ppi
Single filter dimension in mm
Ø 40 × 13.5
Single filter mass in mm
7.5–7.6
Medium open porosity
0.77
0.79
Medium pore diameter in mm
3.98
2.18
Medium collector thickness in mm
1.48
0.67
Alumina particles with two different size fractions were chosen as model impurities: A fine fraction (2–20 µm) and a coarser fraction (20–100 µm). Filtration tests were carried out under “constant flow” mode with a predefined flow rate of 3.2 cms−1. Information regarding the state of agglomeration of the added particles was obtained by implementing an online optical measuring system QICPIC (Co. Sympatec GmbH) up and downstream of the filter mount. The setup consists of a liquid cuvette through which the suspension to be measured is pumped via a hose connection. The measuring cuvette contains a viewing window through which a pulsed, expanded laser beam is guided, which passes through a lens system in the measuring device and is detected by a CCD camera. The resulting PSDs upstream of the filter mount were determined at different times during filtration over a measurement period of one minute. The corresponding cumulative volume distributions are shown in Fig. 12.4. Comparisons with the initial PSD show a significant shift in the PSD of the fine fraction (2–20 µm). The size distribution of the coarse fraction (20–100 µm), however, almost remained constant.
A scatter plot of the particle size distribution of alumina fractions. Two data series, representing the initial and agglomerated states are plotted against particle size in micrometers. The trend indicates an increase in distribution as particle size increases.
Fig. 12.4
PSD of the applied alumina fractions for the initial state and before entering the CFF (after 7 min), adapted with permission from [10], copyright 2019 John Wiley and Sons.
×
Integral filtration efficiencies for both particle fractions and pore densities of the filters are shown in Fig. 12.5a. The reduction of pore size, represented by a higher ppi number, improves the filtration efficiency by a factor of 3 and 4 for the fine system and the coarse system, respectively. Interestingly, the enhancement of the filtration performance by increasing the primary particle size is in the same order of magnitude than for the reduction of pore diameter. Both effects can be attributed to the higher probability of contact between the particles and the filter surface. When only the integral separation efficiency is considered, the effect of agglomeration seems to be negligible. Even though there are only few differences in the impurity size distribution, the filtration performance is significantly higher for the coarse primary particles. The resulting PSD of 2–20 µm particles, however, still has a considerably higher fine fraction (80% of the particles are <20 µm) as opposed to the resulting 20–100 µm PSD (30% of the particles are <20 µm). Thus, for the 2–20 µm PSD, there is a higher number of small impurities in the model melt which are separated poorly and lead to lower separation efficiencies of the filter [10].
A bar graph and a scatter plot. A plots filtration efficiencies for different pore sizes at two pores per inch contents, with error bars indicating the range of values. B plots local filtration efficiencies at various filter depths and pores per inch contents in declining trends.
Fig. 12.5
a Integral filtration efficiencies for different pore and inclusion sizes with error bars representing the minimum and the maximum values obtained; b local filtration efficiencies, [14]
×
The results for the evaluation of the individual filters show that for all configurations the mass of separated particles was highest in the first filter and then decreased with filter depth (Fig. 12.5b). When the finer particles were used, however, only slightly more particles were separated in the first quarter of the filter depth than in the remaining parts. Additionally, for both pore densities a similar distribution of particles along the filter depth was observed. In case of the coarse particle system, more than half of the particles were deposited in the first filter. The percentage further increases with higher pore densities. Larger particles and agglomerates seem to impinge on the filter struts earlier due to increased interception, sedimentation and inertial effects.
The axial mass separation profiles obtained by the experiments were also compared to values predicted by the logarithmic deep filtration law. The filter coefficient was assumed to be independent of time and calculated using the integral filtration efficiency. While the deposition profile for the fine fraction could be predicted with the coefficient of determination \({{\text{R}}}^{2}\) > 90%, deviations were significantly higher for the larger particles (\({{\text{R}}}^{2}\) < 75%). The differences were mainly caused by the underestimation of particle deposition in the first filter. This indicates that for higher pore densities there is a superposition of depth filtration and surface filtration takes place in the first filter as a result of an inclusion buildup on the filter surface. This effect is more pronounced in the coarse particle system, since the proportion of fine particles <20 µm is significantly lower here.
The filtration of alumina particles (20–100 µm) with a 10 ppi CFF has also been simulated using a pore-scale numerical model by subproject B02 [10]. The model predicts an average volumetric filtration efficiency of 53.4%. This result is significantly higher than the experimentally obtained mean value of 12.7%. One potential reason for the differences is the redispersion of already deposited particles. This behavior is common in deep filtration processes where at first particles or agglomerates primarily get deposited directly on the filter struts. Once a particle layer is formed, the deposition occurs increasingly via the formation of particle aggregates leading to a constriction of pore size. The resulting increase in interstitial velocities leads to detachment of deposited aggregates that can get either redeposited in subsequent pores or get discharged from the bed [15].
12.3.2 Impact of Filter Geometry
The previous results indicate that a decrease in pore size affects the filtration performance significantly. Consequently, the results imply that using a filter with higher ppi number is favorable to separate a wide range of particle sizes. As de-scribed earlier, however, the danger of melt freezing must be considered. The filter in the clean state exhibits a resistance to the melt flow that is increased by deposition of solids in the pores. In the present investigation, the volume of deposits in the filter depth is low compared to the pore volume. Additional pressure loss per unit depth can be described as proportional to the local specific deposit. At the filter surface, however, large particles and agglomerates get trapped once they collide with the filter struts. This leads to a restriction in pore cross-section and can eventually result in local pore blocking. This additional pressure drop due to the blocking filtration is non-linear (Boucher’s law) [16]. To keep the pressure gradient low, a more homogeneous distribution of deposits within the filter is desirable. This can be achieved by adjusting the filter geometry. Two different adjustments of the filter geometry were tested: graded filter structures and packed beds. Additionally, the use of ceramic fibers either as a top layer or encapsulated between two filters was investigated and will be discussed in a later chapter in detail. A summary of the filter set ups can be found in Table 12.2.
Table 12.2
Design and results of the tested modified filter geometries, [14]
Set up
ppi-number
Depth in mm
Filtration
efficiency in %
Pressure drop in mbar
Graded filters
Constant
30/30/30
20/20/20
22.9
12
Linear
20/30/40
20/20/20
15.8
10
Exponential
10/20/30/40
20/10/10/20
21.5
8.8
Packed beds (b) on carrier filter (f)
Pyramid layer
30(f)/–
20/20
10.2
8.1
Cube layer
30(f)/30(b)
20/40
18.2
4.6
Graded filter structures have been employed in a wide range of deep filtration applications. The term ‘graded’ here refers to the pore size, which is typically graded to get smaller in the direction of fluid flow [17]. By combining different pore sizes, it is possible to separate coarse particles first without the risk of pore blockage and simultaneously separate fine particles in the filter depth.
In the case of ceramic foam filters, the influence of graded pore sizes is investigated by stacking thin filters. The objective is to maximize the relative filtration efficiency \({\eta }_{{\text{rel}}}\) that is defined as Eq. (12.2):
where \(\Delta {p}_{{\text{F}}}\) is the pressure gradient across the filter stack. Like before, Al2O3 particles with an initial PSD of 2–20 µm were used as impurities. All filter stacks for the experiments had a rectangular cross section with dimensions of 50 × 50 mm2 and a total height of 60 mm. The modified filters were then compared to a reference assembly consisting of three 30 ppi filters of the standard dimensions of 50 × 50 × 20 mm. The assembly is referred to as the “constant” setup and yielded a mean separation efficiency of 22.9% after three experiments. Two different approaches which increase the ppi number over depth were investigated. A “linear” set-up consists of one 20, 30 and 40 ppi filter, each with a depth of 20 mm. The second so called “exponential” filter stack was a 20 mm 10 ppi filter followed up by two 10 mm filters with ppi-numbers 20 and 30 and finished off with a 20 mm 40 ppi filter.
Both set ups lead to a decrease in integral separation efficiency and pressure drop compared to the reference filter. When calculating the relative filtration efficiencies, however, the exponential filter alignment outperforms the reference set up with a constant ppi number (Fig. 12.6). The local distribution shows that with the exponential filter, in contrast to the other two filter alignments, an increase in the separated particles occurs with the filter depth due to the use of higher ppi values.
An error bar graph and a line graph. A compares integral and relative filtration efficiencies for different filter setups. The relative S E in exponential has a higher value. B plots local filtration efficiencies at various filter depths for these setups. The trends rise or fall.
Fig. 12.6
a Integral and relative filtration efficiencies for different filter set-ups with error bars representing the minimum and the maximum values obtained; b local filtration efficiencies, [14]
×
Two alternative filter concepts were developed and tested: a layer of pyramid-shaped ceramic bodies and a packed bed of ceramic 30 ppi cubes. Both were placed on a 30 ppi ceramic foam filter, the so-called carrier filter. Filtration performance was again compared to a reference filter configuration of two 20 ppi filter with a depth of 20 mm each. The configuration yielded a filtration efficiency of 15.9% at a pressure drop of 8.1 mbar. The height of the pyramid layer was adjusted to meet a reference filter set up. The dimensions of one cube were approximately 16.5 × 16.5 × 20 mm and the number of cubes was selected to match the total volume of the filter material in the reference filter. Consequently, the packed layers of the two filter geometries have a significantly different porosity, which is also reflected in the pressure loss. While the pressure gradient of the filter with the cube bed drops to 4.6 mbar, the pyramid layer leads to an increase in pressure gradient from 8.1 to 10.6 mbar in comparison to the reference filter. Despite the larger pressure drop, the pyramids did not enhance the separation (\(\eta =12.7\text{\%}\)). One reason for this is the lower surface area of the pyramids compared to the 20 mm filter. A further increase in the surface area by adjusting the number of pyramids is not feasible due to the pressure drop. Using the bed of ceramic cubes, however, led to an increase in filtration efficiency to 18.2% [14].
All the previous filter modification had in common that the basic structure of the ceramic filters remained the same but either the geometry was changed, or filtration aids were added to the filter. One filter geometry that has a completely different structure is the so-called spaghetti filter that was developed by subproject A01 [7]. When producing a spaghetti filter with the same outer dimension as the previously used CFF (50 × 50 × 20 mm), it has a mean surface area of 377 cm2 which is between that of a 20 ppi (237 cm2) and a 30 ppi (520 cm2) filter. Regarding the filtration performance, a single spaghetti filter achieved a mean separation efficiency of 3.6% for the same process conditions as before, whereas the single 20 ppi and 30 ppi filters yielded a separation efficiency of 5.3% and 10.7%, respectively. The decline in filtration performance can be explained by the grid-like structure of the spaghetti filter. Since the cord is laid parallel to each other in layers and each layer is rotated 90° to the previous layer, the tortuosity of the filter is low and only the first and second layers of the struts are directly exposed to the flow [14].
12.3.3 Impact of Microbubbles on the Filtration Process
Besides particulate impurities, gaseous inclusions also occur in aluminum melts. Flotation processes involving micro bubbles (MB) for the purification of melts are reported in literature [18, 19]. Whether this positive impact of microbubbles can also be seen in the filtration process was investigated in the room temperature model system as well. For this purpose, a micro bubble generator was positioned in the pilot plant about 1 m upstream of the filter mount. With the help of a membrane, bubbles in the mid two-digit to mid three-digit micrometer range can be generated. Evaluation of the experiments was performed by means of gravimetric analyses. Even though microbubbles cannot be measured gravimetrically, general tendencies regarding their influence on filtration can be concluded from the results. As a reference experiment, a commercial 30 ppi filter was used to clean the model melt contaminated with Al2O3 particles in the range of 10–20 µm initial PSD at a flow rate of 8.8 cms−1. For this set up, a mean filtration efficiency of 14.8% was achieved. Once microbubbles were added to the system the filtration efficiency dropped to 8.5%. While the separated mass inside the filter remained at about 0.2 g, almost twice as much particulate matter was found in the filter cloth. The additional mass in the filter cloth indicates that the bubbles collect solid impurities that would otherwise not have entered the filter but would have been deposited on the inside of the pipe. Instead of separating the impurities via flotation effects, the heterocoagulates formed are transported into the filter by the flow. However, they are separated more poorly in the filter due to their lower overall density. Measurements with the QICPIC system were also performed to allow an estimation of the separation efficiency based on the volume of the measured microbubbles or heterocoagulates. For this purpose, the model melt was selectively contaminated either solely with particles or additionally with microbubbles. Examples of the obtained projections can be seen in Fig. 12.7. Comparisons between the volumes of the detected objects before and after the filter showed that once microbubbles were added, volume of impurities increased by a factor of 100 in the initial melt. Even though the formation of heterocoagulates led to a decrease of the defect volume by 96.6%, the remaining volume of impurities was still about 3.3 times higher than the pure addition of particulate impurities. Further, the bimodal size distributions of the impurities before the filter for the addition of microbubbles indicate that not all particulate impurities attach to a bubble. This is due to the laminar flow condition in the measuring section where the microbubbles are introduced into the system leading to a reduced contact probability. Therefore, it can be concluded that for the real melt filtration process, after treatment of the melt with purge gases, any bubbles in the size range of 250 µm diameter, which also bind particulate contaminants, are separated with a probability of over 90% in a 30 ppi filter. But the remaining MB or heterocoagulates still significantly increase the defect volume in the casting compared to a melt contaminated only with particles [14].
8 dark silhouettes represent a different type of impurity arranged in three columns, with each presenting a different category of impurities. Each silhouette is accompanied by measurements of size and circularity. The shapes range from round to elongated and complex.
Fig. 12.7
Selected projections of the impurities (from left to right: MB, agglomerates, and heterocoagulates) with their dimensions (equivalent circle diameter: \({x}_{{\text{c}}}\), mean Feret diameter: \({x}_{F,mean}\)) and circularity (circ), with permission from [14]
×
12.4 CT Analysis of a Loaded CFF
The gravimetric analysis enables experiments with different parameters to be compared in terms of separation efficiency. However, it can only give axial information about the particle deposition and is limited to the thickness of one filter. More detailed insight regarding the position of the deposits on the inner filter surface was achieved by performing a CT scan of a 10 ppi filter loaded with 20–100 µm alumina particles. As the model impurities and the filter are both made of the same material, Al2O3, and therefore have the same attenuation coefficient, it was challenging to distinguish between the separated particles and the filter matrix. The visualization of the deposition of the alumina particles was achieved by conducting two measurements: an “empty measurement” of the unloaded filter and a measurement of the same loaded filter after the experiment. In a subsequent step, the loaded geometry can be subtracted from the unloaded one, leaving an image stack with the alumina particles deposited on the filter surface. Comparisons between the locally deposited particle masses over the filter depth examined in the CT and by gravimetric evaluation show good agreement. In the gravimetric analysis, an average of 0.266 ± 0.125 g of deposited impurities was determined, which deviates only by 6.5% from the deposited mass of 0.249 g of the filter examined in the CT. If the filter is divided into four sections, as in the gravimetric evaluation routine, the locally deposited masses are within the range of the gravimetric values. Figure 12.8 gives an impression of the particle deposition on the filter surface. 20% of the determined particles are present in large clusters. With increasing filter depth, the size and number of these clusters decreases. This confirms the results of the gravimetric analysis implying that large agglomerates are separated mainly in the first quarter of the filter. A high separation efficiency at a standardized filter depth of approx. 25, 50 and 75% is due to the filter preparation involving the stacking and gluing of the filters. The resulting small gap leads to a flow relaxation in the transition from one filter to the next, as the local porosity increases up to 95% [10].
A simulated image of 10 pores per inch filter loaded with alumina particles and a color-coded 3-D plot of deposit clusters over the filter depth. The color intensity represents the concentration of impurities, measured by voxel count. Patches with higher counts are at the top.
Fig. 12.8
a Section of the scanned 10 ppi filter loaded with alumina particles with view from the inflow direction; b illustration of the largest deposit clusters over the filter depth with an average individual mass of approx. 0.0017 g. The impurities are represented colorimetrically via a voxel count (voxel edge length of 20 μm), (a) with permission from [10], copyright 2019 John Wiley and Sons., (b) with permission from [14]
×
The impact of the direction of inflow can be investigated assuming an idealized filter strut with a circle diameter \({{{d}}}_{{s}}\) by subdividing the surface into angular area fractions and visualizing the mass of deposited particles over an area-normalized angle between 0° and 180°. Here, 0° corresponds to orthogonal deposition of the particles on the upper side of the strut in flow direction, 90° a tangential separation parallel to the direction of inflow and an angle of 180° of orthogonal deposition on the underside of the filter strut. The depiction of depositions via the angle classes shows that the particles are preferentially deposited on the upper side of the strut (Fig. 12.9). The mass of impurities deposited on the filter surface has a plateau between approx. 30° and 66° at which on average 4% of the deposited particles are present per angle class. Subsequently, the local particle masses per angle class drop until reaching a local maximum at 90°. In the further course, a maximum of 1% is locally reached on the bottom side of the strut. Due to the low separation efficiency of 12.7 ± 7.61% for the 10 ppi filter (Fig. 12.5), very low particle separation probabilities of maximum 0.66% result for an angle class division of 4°. If a distinction is only made between the top and bottom of the filter strut, the probability of separation is 10.14% on the upper and 2.56% on the lower side [14].
A schematic and a scatterplot. The schematic depicts a filter strut with arrows indicating flow direction and different angles. The scatterplot plots the percentage of separated masses at various angles for 10 pores per inch filter. The graph has a peak at around 40 degrees Celsius.
Fig. 12.9
a Representation of the idealized filter strut with chosen angular separation; b percentages of the separated masses at the idealized strut. The angle classes are each comprised of 4° with the class center indicated in the graph, with permission from [14]
×
12.5 Viscous Force
In order to investigate the depth filtration process in more detail, the single collector approach can be investigated numerically. Here, only one strut of the complex filter medium is considered and the influence of the characteristic flow on the separation of inclusion particles is estimated. The unsteady flow field is calculated by using the Lattice-Boltzmann method, the strut is assumed to be infinitely long and reduced to a 2D problem, and also, inlet velocity and outlet pressure are kept constant. The particle trajectories are computed by solving the equation of motion in the Langrangian framework; particle–particle interactions and redispersion of separated particles are neglected [20]. Heuzeroth et al. [21] obtain initial data sets for the separation model for different parameter sets (e.g. particle size, main fluid velocities) in which, for example, impact angles and impact velocity vectors are given for each particle. This enables the impact velocity normal to the collector surface \(u\) and the impact efficiency to be calculated. However, the hydrodynamic inhibition must also be taken into account, since energy is required to push the fluid phase out of the contact zone. In contrast, the kinetic energy of the particle is acting, which must be correspondingly high in order to allow the particle with radius \(R\) to be separated. To additionally consider roughness effects and thus a disturbance of the liquid lamella, the surface roughnesses of inclusion particles and filter surface are included in the calculation of the critical distance (\({h}_{{\text{min}}}\), film rupture) in addition to the previously determined minimum distance. The energy balance from viscous energy \({E}_{{\text{vis}}}\) and kinetic energy of the particle \({E}_{{\text{kin}}}\) is calculated numerically (Eq. 12.3):
\({\upsilon }_{{\text{L}}}\) is the kinematic viscosity and \(\rho\) the particle density. If the film rupture criterion is reached, the particle is considered to be stably deposited onto the filter strut. If the energy balance, i.e. resulting kinetic energy, falls below 10–20 J, it is considered to not have been separated. Figure 12.10 shows the curves of the resulting energy taking into account viscous force as a function of the particle velocity as well as the required particle velocity for different diameters and roughnesses.
A line graph and a scatterplot. A plots kinetic force profiles for a 75-micrometer particle at different velocities and distances. Out of 4 trends, 2 rise and 2 rise and stabilize. B plots the required particle velocity for impact, based on particle size and r m s values. 3 plots rise and fall.
Fig. 12.10
a Resulting kinetic force profiles for different velocities by variation of the distance of a 75 µm particle; b needed particle velocity for impact depending on particle size and rms values, adapted with permissions from [21], copyright 2015 Elsevier Inc.
×
In all cases the resulting kinetic energy decreases with decreasing distance, but for the two lower velocities it does not reach the film rupture criterion, i.e. the particle (here 75 µm) is not deposited onto the filter strut. At higher velocities, a film breakage occurs with impact energies of >10–12 J on the filter surface. If the roughness of the collector surface increases, the particle size that is not inhibited also rises, since \({h}_{{\text{min}}}\) is linearly proportional to the roughness. In the case of an influence of viscous force, the required output velocity normal to the collector first increases with larger particle size and then decreases again with further enhanced particle size. The reason for this is the proportionality of the kinetic energy and the viscous force to the particle diameter. If the roughness of the particle and collector increases, the fluid film between the two is more likely to rupture and the required particle velocity decreases.
12.6 Microscopic Scale—Force Measurement and Force Simulation
The atomic force microscope (AFM) is usually the tool of first choice for investigations on the microscale with regard to adhesive forces. With this measuring device, it is possible to scan topographies of the rough surfaces (also used to describe the minimum distance for the calculation of the viscous force) and to carry out force spectroscopic measurements, whereby parameters such as wettability, gas supersaturation or roughness can be varied. Here, too, the water-based model system is used, since the properties of the molten metal (e.g. opacity or temperature) do not permit measurements under real conditions. Spherical, but rough aluminum oxide particles from Denka, Japan with sizes between 15 and 40 µm are used as model inclusion particles. In order to investigate different filter materials, slurries also used in the subprojects A01 and A02 of CRC920 for the manufacturing of ceramic foam filters via Schwartzwalder process were filled into tablet molds, dried and then coked or sintered. The compositions and production parameters can be found in the related publications [22‐24]. Schemes of the main modes used as well as exemplary pictures of a colloidal probe cantilever and filter material samples can be found in Fig. 12.11.
Two parts. A has diagrams of two A F M modes, highlighting components like the laser, Z-scanner, sample, and X-Y-scanner. B has a micrograph of a colloidal probe on a textured surface and a photo of two circular filter material samples.
Fig. 12.11
a Schemes of the two used AFM modes (PSPD: position sensitive photo detector); b examples of a colloidal probe and filter material samples, [25, 26]
×
To guarantee wetting properties as in the real process and thus to be able to investigate specifically occurring adhesive force effects, alumina particles and filter material samples were hydrophobized with a silane (Dynasylan® F8261), whereby contact angles between 110 and 133° were obtained. These compared to smooth coated oxidic surfaces higher values (104°) are due to additional effects, enhanced by asperities and pores (see Fig. 12.12): Microscopically visible bubbles but also small cap-shaped nanobubbles of various sizes are detected during immersion with the liquid or through gas supersaturation due to temperature change. These bubbles can cause capillary forces when inclusion particles or particle-filter material contacts occur.
Two parts. A has 2 micrographs with bright bubbles and nanobubbles on an alumina particle. B is a scatterplot of cumulative sum versus diameter and height. It has increasing trends for smooth, medium, and rough d T, and rough E t O H.
Fig. 12.12
a Exemplary images of microscopically visible bubbles; and nanobubbles on an alumina particle, [25], adapted with permissions from [27], copyright 2017 Elsevier Inc.; b size distribution for a variety of rough surfaces and gas oversaturation states, [25]
×
It is known from the literature that the three parameters wettability, roughness and gas supersaturation are interconnected [28], but to date it has not been possible to adequately and precisely model the behavior in particle–particle or particle–wall interactions, since common adhesion force models often make simplifications that are only valid for a specific system and that lead, for example, to a significant deviation from the experiment in the case of a change in particle size distribution or material of the filters [23]. It is further problematic that usually only a single adhesion force value is calculated, although literature sources as well as own measurements between particle and particle or particle and filter material clearly show that the values are distributed, for example due to the locally variable roughness [27, 29, 30]. If several adhesion mechanisms are involved, the modelling becomes even more complicated.
It can be assumed that in both model and real system the two main adhesion mechanisms are attractive van der Waals (vdW) interactions and capillary forces [31]. An operating point close to the isoelectric point of the system eliminates a significant contribution of electric double layer forces in the water-based model system, which ultimately leads to better transferability. Van der Waal's interactions are of universal importance, since they act between any combination of molecules and surfaces and can also be expected to take effect in metal melts (here the melt is the intermediate medium) [28]. Using Hamaker’s approach, the more precise description by Lifshitz and the simplifications by van Kampen, Ninham and Parsegian by introducing an imaginary response function \(\epsilon \left(i{\zeta }_{{\text{n}}}\right)\), it is possible for ideal geometries to calculate the van der Waals force very precisely with the system specific Hamaker constant [32‐34]. The necessary equations, which will also be used later for modelling, are listed below (Eq. 12.4). The zero-frequency component of the Hamaker constant \({A}_{{\text{H}}}\) is multiplied by 0.5.
Accordingly, only the optical properties of the materials involved are needed (oscillator strength \(B\), damping coefficient \(\tau\) in the microwave range as well as damping coefficients \({g}_{{\text{m}}}\), characteristic absorption frequencies \({\omega }_{{\text{m}}}\) and strengths \({C}_{{\text{m}}}\) in the IR and UV range, respectively). The dispersion relations in the integral contain the functions \({\Delta }_{{\text{jk}}}\) and \({\overline{\Delta }}_{{\text{jk}}}\), which define the differences in the dielectric properties of two materials. \({s}_{{\text{k}}}^{2}\) is an additional damping term describing retardation effects, \(c\) represents the speed of light in vacuum, \(\hbar\) the reduced Planck constant and \(L\) the distance. Since coatings such as the used silane have a significant influence on the Hamaker constant, these must also be taken into account, which is done via the Clausius-Mosotti equation, see Eq. 12.5, and is described in detail by Dagastine et al. [35, 36].
Capillary forces in the model and real system are caused by small cap-shaped bubbles, so-called nanobubbles. These have mainly been investigated on very smooth, quite homogeneous surfaces; there have only been a few studies on rough surfaces such as ceramic foam filters or inclusion particles. The bubbles can be generated by incomplete immersion with the liquid or melt, by perturbation, by gas supersaturation, e.g. by a temperature gradient, or in steel melt filtration by the formation of CO bubbles during the carbothermal reaction. In the model system, nanobubbles caused by incomplete immersion or gas supersaturation as well as subsequently occurring capillary forces have been investigated so far [22, 37‐39]. Even though the quantitative detection of nanobubbles on rough surfaces is more difficult than on smooth surfaces, the bubbles located in roughnesses and pores show a significantly higher stability against detaching from the surface, which ultimately has a positive effect on the separation of the inclusion particles [22]. The calculation of capillary forces caused by small bubbles is difficult due to the strongly varying sizes compared to the model assumptions, a possible higher capillary number due to several small bubbles in the contact area as well as the metastable gas state. Usually, conventional capillary force models are used which differ in their complexity and these are compared with individual measurement curves. The models differ primarily in whether a pressure change is considered and how the capillary is approximated. The pressure change is negligibly small; most models use the toroid approximation [40]. Attard provided the first capillary force model, which was also used in subsequent work, such as the Fritzsche model (Eq. 12.7) [41, 42]:
Important variables here are the surface tension \(\gamma\), the contact angle \(\theta\), the pressure \({p}_{0}\) and the capillary radius \({r}_{{\text{s}}}\).
If these idealized equations for van der Waals and capillary forces are used to predict the adhesive forces between particulate inclusions and filter material, significant deviations are obtained. In both cases, the adhesive forces calculated in this way are far too large and do not reflect reality. While the wettability is included in the calculations by adjusting the Hamaker constant or the contact angle, the roughness has so far been ignored. The example shown in Fig. 12.13, however, shows a significant influence of this roughness depending on two wetting states.
2 line graphs and a scatterplot. Line graphs of cumulative sum versus F over D plot 5 and 4 S-shaped increasing trends, respectively in A and B for different r m s values. The scatterplot of F over D 50 versus r m s has an increasing trend for hydrophobic and a declining trend for hydrophilic.
Fig. 12.13
Force distributions for a the hydrophilic case; b the hydrophobized system; c corresponding median normalized forces depending on roughness value rms, [25]
×
Under good wetting conditions (“hydrophilic”, Fig. 12.13a, i.e. exclusive occurrence of vdW interactions, which can also be assumed to be given by an absence of snap-in events, the median values of the measured normalized adhesive force decrease with increasing roughness parameter rms (scan area 2.52 µm2). The roughnesses shown here are significantly larger than those stated in models up to now, but are particularly relevant in the field of engineering. The reason for the decrease in adhesive force with higher rms is a reduction in the contact area and thus an increase in the distance between the model inclusion particle and the filter material sample. If the median value of the normalized adhesive force distribution is plotted against the rms values, a lognormal relationship is obtained. The three outliers AC1, AC95-5 and mullite are due to significant deviations of the Hamaker constants, since, for example, the influence of carbon is not considered in this representation. Instead, a contrary picture emerges when nanobubbles and thus capillary forces occur in addition to vdW (Fig. 12.13b). The cause here can be seen in the superposition by capillary forces, whereby it can be assumed that the stability, size and degree of coverage with nanobubbles increases with increasing roughness. This could be shown on smooth as well as rough surfaces (Si-wafer, filter material, carbon-bonded filter material). In both cases, there are not only single adhesion force distributions, but also overlapping areas. These result from differences in the local roughness (so there would also be a roughness distribution on the surfaces) and the locally different availability and accessibility of the nanobubbles, which are sometimes strongly pinned. A simple fitting of the normalized adhesive force distributions with common mathematical distributions is in most cases significant, i.e. associated with large deviations.
For filter surfaces with normally distributed z-values, Fritzsche's model can be applied as a first approximation, which is similar to Hoffmann's model [43, 44]. Here, a simple description of the roughness via a spherical segment on the plate is assumed. The roughness radius \({r}_{{\text{A}}}\) has to be significantly smaller than the particle radius, the distance much smaller than particle radius and roughness radius and the Derjaguin approximation has to be applied. For vdW forces as well as hydrophobic interactions the result is (Fig. 12.14).
where \(\lambda\) corresponds to the decay length, \({w}_{{\text{phob}}}\) to the cohesion energy between hydrophobic solid and the liquid, as well as the minimum distance \({L}_{0}\) (0.156 nm). Hydrophobic force is understood here as an additional force due to structuring of water molecules, i.e. not capillary forces. The model presented later shows, however, that there is another, more plausible explanation for this. Hamaker constants from the literature are used. In the Fritzsche model, the relationship between z-values and rms roughness is exploited. Assuming that the radius of the roughness peaks corresponds approximately to the rms roughness, a distribution \(f\left(x\right)\) of the roughness radii can be calculated with the aid of a normal distribution. The mean asperity angle \(\overline{\alpha }\) can be estimated from line profiles; a similar relationship \(g\left(x\right)\) results, see Eq. (12.9).
Here, α is the asperity angle and σ the standard deviation. Note that due to the limitations of the Derjaguin approximation, only angles between 0–90° can be applied. Using this method, it is possible, based on AFM topography images and the assumptions made, to then apply these distributions to calculate the modelled adhesive force distribution. Together with experimental results (AFM force spectroscopy), the calculations for hydrophobic and van der Waals are shown in Fig. 12.15.
2 parts. A. A combination graph of height versus length plots an increasing line with fluctuations and bubbles of various sizes at their peak areas. B. A schematic diagram presents the semi-circular geometry of the particle over a filter material, with labels indicated.
Fig. 12.14
a Line profile of a scanned filter material surface; b scheme of the model geometries of particle and surface with cap-shaped roughness, adapted with permissions from [43], copyright 2016 Elsevier Inc.
A line graph plots the probability versus force in nano newtons for two systems, hydrophilic and hydrophobic. Both systems have experimental and calculated data lines in increasing trends, with the hydrophobic system generally exhibiting higher forces at similar probabilities.
Fig. 12.15
Force distributions measured via AFM of the hydrophilic (vdW exp) and the hydrophobic (hphobic exp) system as well as via Fritzsche’s model calculated forces, adapted with permissions from [43], copyright 2016 Elsevier Inc.
×
×
It can be seen that the model for hydrophobic forces is in the same order of magnitude compared to the experimental data, but there are very strong deviations for the vdW forces. Since the experimentally determined value is used in the calculation of the hydrophobic force, the significance of imprecise model assumptions can be reduced. However, for the influencing factors roughness or contact area as well as Hamaker constant, the simple assumptions remain, which are often not valid in this way. An example of this is given in Fig. 12.16a, where also the size dependency of roughness parameters can be seen.
3 parts. A. A scatterplot has 4 increasing trends on a cumulative sum versus roughness plane. B has 2 A F M topography scans of particle and filter surface. C. A line graph of cumulative sum versus F over D has S-shaped increasing trends for A l 2 O 3 with H 2 0, P T F E and H 2 O, and P T F E, air, and H 2 O.
Fig. 12.16
a Example of dependence of scan size on a roughness value, here Rz; b AFM topography scans of both interacting surfaces; c measured force distributions with corresponding calculated vdW force distributions. Clearly visible is an excellent matching between calculated forces for the hydrophilic system (Al2O3-H2O-Al2O3) and the experimental data, but no/only poor matching fir the hydrophobic case (Al2O3-PTFE-H2O-PTFE-Al2O3, Al2O3-PTFE-air-H2O-air-PTFE-Al2O3), [25, 26], a with permission from [10], copyright 2019 John Wiley and Sons.
×
Often there is more than one contact point, which means that the Derjaguin approximation is no longer valid. Also, most of the topography images of the filter material surfaces show significance when tested for normal distribution (likewise lognormal and Weibull distribution), which limits the application of Fritzsche’s model. One idea, which originally goes back to Cooper [45], is the virtual contact of two interacting surfaces and the subsequent summation of the pixel pair forces. While Cooper simulated the two surfaces until they matched the experimental values, the model developed in CRC920 uses the AFM topography data of the two surfaces (filter material and model inclusion particles). In a first step, the Dagastine layer model described above is used to determine the correct Hamaker constants, i.e. taking into account silane layers, distance-dependent retardation and—instead of a hydrophobic force—the inclusion of very thin air layers, also known as a water depletion layer. Then the topography data is imported, both surfaces are virtually contacted and the pixel-pair vdW forces are calculated and summed up with the precisely determined, distance-dependent Hamaker constant. A virtual 2D mapping is used to generate an adhesive force distribution. Figure 12.16c shows that the calculated vdW force data for the hydrophilic surfaces agree very well with the experimental one. In the hydrophobic case, contributions from the silane coating without an air layer are hardly to be expected, since the adhesion force distribution is significantly smaller than the measured values. An incomplete silanization (i.e. the “hydrophilic case”) is conceivable, but the positive influence of air layers on the adhesive force is much more significant. Again, it should be mentioned that so far these are exclusively vdW force contributions. The distribution of the experimental results, which lies significantly further to the right at higher values, shows that the capillary forces of the nanobubbles very strongly increase the adhesive forces between particles and filter material (and thus ultimately the separation efficiency). Using the adhesive force data for which a snap-in was detected at the same time, the resulting distribution is then more to the right, so that it can be assumed that there is a further mechanism in addition to vdW and capillary forces due to nanobubbles already present. This can be caused by capillary forces during perturbation or by nanobubbles that are difficult to access, but cannot be detected by measurement so far. With the help of the measurement data and the calculated vdW distributions, the distribution of the capillary forces due to perturbation can also be obtained after estimating the ratios [25].
In order to find the cause for the discrepancy of the capillary force models, AFM topography scans are also used, because nanobubbles could also be detected on the filter material samples. For the sake of completeness, it is also possible to detect the bubbles on the particles. The AFM topography scans can be manipulated in such a way that the bubbles on them can first be removed, the particle and now bubble-free surface are virtually contacted, the bubbles are subsequently added again and capillaries can thus be estimated. This is shown as an example in Figure 12.17.
3 parts. A is an A F M scan of a filter material with nanobubbles. B. A topography presents the contact areas between particles and bubbles. C. A scatterplot of F over D versus r s has increasing trends for 72.8, 484.4, 830, and 1300 milli newtons per meter.
Fig. 12.17
a AFM topography scan of filter material covered with nanobubbles; b contacts of particle and bubbles after virtual contacting of particle and filter surface; c dependance of normalized capillary force on capillary radius using Attard’s model, [25]
With the help of Attard’s approach, it is not only possible to calculate the contact radius (which could then also be used to estimate the coalescence of bubbles), but also to determine the capillary radius.
The capillary radii are in the range between 4 and 45 nm, which corresponds to ≤1/500 of the cylinder radii of classical capillary force models. In the example with multiple contacts shown, target searches yield \({r}_{{\text{s}},{\text{i}}}=\left(0.056;0.085;0.078;0.031;0.041;0.009\right) \upmu \text{m}\) and thus \(F/D=\left(0.89+1.36+1.25+0.48+0.65+0.14\right)\text{mN}/\text{m}=4.77\,\text{mN}/\text{m}\), which fits very well with the experimental results.
It has thus been demonstrated that the two main adhesion mechanisms can be modelled quite precisely. However, a direct transfer to the real process is still connected with some obstacles, since e.g. the data situation for Hamaker constants of ceramic–metal melts is very thin or the results cannot be verified by measurements under real conditions.
Acknowledgements
The authors would like to thank Ralf Schünemann, Steffen Scholz, and Thomas Hantusch for their support in the planning and setting up of the filtration plant. Furthermore, we thank Ralf Ditscherlein and Erik Löwer for the CT measurements. The authors gratefully acknowledge the German Research Foundation (DFG) for supporting the Collaborative Research Center CRC 920 (Project ID 169148856–subproject B01).
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.