Although continuous casting became the state of the art for the casting of ordinary steel grades, ingot casting by bottom teeming still has relevance in the steelmaking industry, especially for the manufacturing of specialty and alloy steels. As for every casting process, the ever-increasing quality requirements by customers lead to increased demand for new technologies to increase the purity of the cast steel melt regarding its inclusion content. Due to the special design of the bottom-teeming ingot casting facility and the discontinuous operation as batch process, the application of filters is a promising approach. Tailored foam geometries were prepared based on additive manufacturing via selective laser sintering (SLS) and transformed into filters via modified replication techniques and flame spraying. Additionally to filter application, the functionalization and quality improvement of applied hollowware refractories has high potential to remove existing inclusions from the steel melt and avoid the formation of new inclusions during casting. The investigated hollowware components were manufactured by pressure slip casting on the basis of coarse-grained alumina compositions and subsequent functionalization by spray coating based on carbon-bonded alumina slurries. Simultaneous application of functionalized, “reactive” refractory components and flame-sprayed, “active” filters enables a combined filtration system which unites the advantages of the distinct filtration mechanisms. In the continuous casting of specialty steels, the conditions are more severe resulting in additional challenges regarding the application of filters. An approach investigated in this subproject is the use of extruded filter starter casting tubes above the tundish outlet. To achieve this, extrusion mixes based on cellulose derivatives and materials of the system Al2O3-ZrO2-C (AZC) were investigated for their suitability. The new concepts were tested in industrial casting trials in cooperation with the company Deutsche Edelstahlwerke Specialty Steels Europe GmbH (DEW). Post-mortem, the former melt-refractory interface of the applied components was investigated and steel samples from the ladle, the gating system and the ingot were analyzed in comparison to untreated samples.
32.1 Introduction
Steel ingot casting lost most of its market share regarding steel manufacturing to the more cost-efficient continuous casting processes. However, ingot casting remains a crucial technology, especially for the casting of specialty steels or small batches. Independent of the applied casting technology, the steel melt cleanliness is essential to ensure high performance of the end product and the efficiency of the steel plant [1]. During casting, micro inclusions with low natural buoyancy may remain in the melt, enter the mold and coagulate to detrimental inclusion clusters [2‐6]. A popular approach to remove residual non-metallic inclusions prior to casting is the steel melt filtration [7‐17].
The proper choice of refractories and filter materials in contact with the molten steel is crucial to controlling the final inclusion content of the melt. In bottom-teeming ingot casting, the parts are not preheated and thus must exhibit sufficient thermal shock resistance in order to avoid damage and contamination of the melt [18]. Also the erosion and corrosion resistance have to be considered.
Anzeige
In this regard, the surface of materials applied near the mold should be chemically inert in contact with the steel melt to avoid late gas bubble formation and melt contamination [19]. Common filter materials for steel castings with high refractoriness, high-temperature strength, thermal shock resistance and corrosion resistance are zirconia [20] and carbon-bonded alumina [16, 17, 21‐24]. Flame-sprayed surface coatings possess further potential for steel melt filtration due to their favorable thermomechanical behavior [25].
The presented study comprised the research, manufacturing and application of 3 different types of components:
1.
Carbon-bonded alumina hybrid filters with tailored geometry and flame-sprayed alumina coating for active filtration in the runner of a bottom-teeming ingot casting of steel.
2.
Pressure slip-cast high-alumina feeders and hollowware [26, 27] with carbon-bonded alumina functional coating for reactive “filtration” in bottom-teeming ingot casting of steel.
3.
Extruded filter starter tubes for the steel melt filtration in the tundish of a continuous casting plant.
The former two approaches can be effectively brought together in a combined filter system. At first, the melt is cast into the feeder and comes into contact with the carbon-bonded functionalized coating of the feeders. In the process, carbothermic reactions as known from reactive filtration mechanisms by reactive carbon-bonded alumina filters result in the removal of inclusions and dissolved aluminum and oxygen from the steel melt by CO bubble formation and floatation as well as in-situ layer formation and supported inclusion coagulation [22]. The melt flows through the hollowware into the pressure-slipcast spider brick with improved corrosion and erosion resistance avoiding the new formation of inclusions and gets distributed into the horizontal runner system. In the openings of the spider brick and/or in the end pieces of the runner, filters with oxidic surface clean the melt by active filtration. The filters are designed by a hybrid approach. The filter geometry is tailored to fit the runner geometry by means of computer-aided design (CAD) of 5ppi foams and subsequent selective laser sintering of polymer templates [28]. To obtain a filter with high thermal shock resistance and sufficient mechanical strength, the templates are replicated with the aid carbon-bonded alumina slurries [21, 29]. In order to avoid reactive interactions with the melt, e.g. CO bubble formation, close to the mold, the carbon-bonded filter is coated with alumina by flame spraying [25, 30].
At the time of writing this chapter, the project in cooperation with the company Deutsche Edelstahlwerke Specialty Steels GmbH (DEW) is still in progress. As a consequence, the focus of the chapter will be on the research of the applied filters for bottom-teeming ingot casting. Nonetheless, a short overview and outlook are given for the pressure slip casting, functionalization and application of feeders and the research of starter casting tubes.
Anzeige
32.2 Flame-Sprayed Hybrid Filters for Bottom-Teeming Ingot Casting
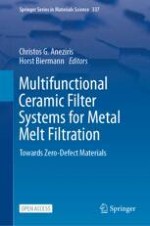
The positioning of choice for filters in the bottom-teeming ingot casting system was the runner end piece due to the underlying protection against movement of the filters. The inner diameter of the horizontal runner was 60 mm. In the end piece of the runner (see Fig. 32.1b), the melt is deflected in a 90° angle through a vertical opening with smaller diameter leading to the molds. The tight fit of the filter was achieved by modeling of the foam via CAD. The resulting foam geometry was a cylinder (h = 75 mm, d = 55 mm) with a circumferentially rounded off edge (Rc = 20 mm) on one side (see Fig. 32.1a).
2 photographs of the 3 D printed net geometry at 10 millimeters and ingot casting at 50 millimeters. a. It has a net shaped cylindrical structure. b. It has a rectangular block with a hole at one end, and a cylinder is placed at the other end vertically.
Fig. 32.1
a Printed template (3D) via SLS with tailored near-net-shape geometry for the application in the runner end piece of the industrial bottom-teeming ingot casting setup; b runner end piece for industrial bottom-teeming ingot casting [31]
×
In order to reduce the pressure drop during casting and ensure some margin for the additive manufacturing of the template, a pore density of 5 pores per inch (ppi) was used for the CAD model instead of 10 ppi, which is more common for steel melt filtration. The structure was generated by a multi-stage geometric modeling process according to Abendroth et al. [32]. In the procedure, the typical pore structure of reticulated open-cell foams is simulated and adjusted regarding the desired strut thickness and pore density. By means of the software SolidWorks 2017 (Dassault Systèmes SolidWorks Corp., France), the final designs were provided in .stl-format. Besides the final near-net-shape cupola geometry, also prismatic templates (75 × 75 × 25 mm3) and cylindrical foams (d = h = 50 mm) were designed for preliminary tests.
By means of the open-source software slic3r.org v.1.29 (Alessandro Ranellucci, Italy), the CAD data were converted from the .stl-format to .gcode-format for the 3D printer Sharebot SnowWhite (Sharebot S.r.l., Italy). The additive manufacturing of the foam templates was based on selective laser sintering (SLS) using thermoplastic polyurethane (TPU) Luvosint TPU X92A-2 WT (Lehmann & Voss & Co. KG, Germany) and printing parameters according to Herdering et al. [28, 31]. Printed prismatic foams were cut into miniature cube samples (22 × 22 × 22 mm3) prior to the filter manufacturing by the replica technique. For the lab-scale investigations, the custom 5 ppi structure by means of additive manufacturing (3d) was compared to reference filters based on commercial 10 ppi PU foams (ref).
The applied base material was adopted from Emmel et al. [21] and consisted of 66 wt.% fine-grained alumina, 20 wt.% modified coal-tar pitch (carbonaceous binder), 7.7 wt.% graphite (carbonaceous filler), and 6.3 wt.% carbon black (carbonaceous filler). Ammonium lignin sulfonate (wetting agent, binder), a dispersing agent and defoamer were added to facilitate the creation of stable water-based suspensions. The solid content of the slurry was chosen based on the underlying coating technique and required rheological profile.
Slurries for primary coatings, requiring a high viscosity (solid content of 81.1 wt.%) were prepared in an intensive mixer. Slurries for secondary coatings (solid content of 60.0 or 70.0 wt.%) were prepared by ball mixing on a drum roller for 24 h. Besides slurry-based coating, also vacuum re-infiltration with low-viscosity, liquid, modified coal-tar pitch was investigated. The following techniques were tested and applied within this study:
impregnation of the foam template with slurry (solid content of 81.1 wt.%) and removal of excess slurry by means of rollers (R),
impregnation of the foam template with slurry (solid content of 81.1 wt.%) and removal of excess material by means of centrifugation (C),
dip coating by immersing the foam sample into a low-viscosity slurry (solid content of 60.0 wt.%) and subsequent drainage (D),
spray coating with slurry (solid content of 70.0 wt.%) using spray gun (S),
pre-coating of the foam template by immersing the sample into the liquid, modified coal-tar pitch and subsequent drainage (P),
vacuum re-infiltration of fired filters by immersing them into liquid, modified coal-tar pitch and evacuating the samples for 30 min at 0.1 bar followed by re-inflation with air and subsequent drainage (I).
Single coatings provide insufficient mechanical strength of the resulting filter and each of the coating techniques exhibited specific advantages and disadvantages. Thus, multi-step coating routines had to be applied by combining the listed techniques in an efficient way. In the following, combining the labels of chained single coating techniques in chronological order marks the label of the resulting coating routine and associated samples. The investigated coating routines were RS, CS, CD, CDS, PRS, RSI and CDSI. In each case, the samples were dried for at least 24 h at room temperature after each coating step. After the final coating was applied and dried, the samples were fired at 800 °C with a heating rate of 0.5 K/s and a dwell time of 3 h. Each firing was performed in petcoke-filled retorts to ensure a reducing atmosphere and avoid oxidation. The routines including a re-infiltration step (RSI and CDSI) had to be fired twice, i.e. once before and once after re-infiltration.
For a better understanding, Fig. 32.2 shows cylindrical CDSI-ref and CDSI-3d samples at the different processing stages and the sample preparation of CDSI-3d is exemplarily described in the following:
Eight top views of the 3 D printed sample of the C D S I filter at 10 millimeters. They have a cylindrical shape made of network shaped structures, which are represented by different color shades.
Fig. 32.2
Sample cross-section of CDSI filters with cylindrical geometry in different processing stages: a ref foam template; b fired CDS-ref filter; c CDSI-ref filter before second firing; d CDSI-ref filter after second firing; e 3D foam template; f fired CDS-3d filter; g CDSI-3d filter before second firing; h CDSI-3d filter after second firing [31]
1.
manufacturing of 5 ppi TPU foam templates (3d) by SLS (see Fig. 32.2e),
2.
impregnation of the templates, subsequent centrifugation (C) and drying,
3.
dip coating (D) of the samples and subsequent drying,
4.
applying a spray coating on the samples (S) and subsequent drying,
For a first evaluation of the procedures, miniature cube samples were manufactured and investigated. First, one cube sample per coating routine was cut to 12 × 12 × 12 mm3 and analyzed in a mercury intrusion porosimeter Autopore 5 (Micromeritics, USA). The used penetrometers had a cup volume of 15 cm3. The stem volume (capillary volume) was 1.13 cm3. The measured pore size distribution is referred to as pore entry diameter (dp) distribution in the following due to the path dependency of the measurement, i.e. smaller pores may “block” larger pores until sufficient pressure for infiltration is achieved resulting in distortions of the results. Based on the final intrusion volume, the open porosity (εo) of the strut material was calculated.
The pore entry diameter distribution of different 3d and ref samples is shown in Fig. 32.3. Please note, that the analysis is restricted to material porosity. Both the functional filter pores and any cavities left behind after the pyrolysis of the polymer templates are too large to be detected by mercury intrusion. The reference samples were very similar, whereas the 3d samples showed very versatile pore entry diameter distributions. The most differences were observed for entry pores above 500 nm. RSI-3d was the only sample with significant shift for pores smaller than 500 nm, most likely due to the re-infiltration and the secondary pyrolysis of the pitch resulting in a very distinct microstructure. CS-3d, CDS-3d and PRS-3d were most similar to the reference samples. For better comparison, Table 32.1 lists the measured open porosity and the pore entry size (dp,q) at core percentiles (q) for each filter type. The dp,10 and dp,25 values exhibited the largest differences. The dp,10 value of almost all 3d samples was lower than those of references. This could be explained by sharp edges in the triangular strut cavities of the 10 ppi ref foams which were not completely infiltrated yet at the start of the measurement. The round cavities within 3d struts do not show this geometry effect. As an exception, RS-3d showed the highest dp,10 value in the test which could originate from cracks in the material. RS-3d, CD-3d and RSI-3d exhibited high dp,25 values and a high share of entry pores in the range of 104 to 105 nm. Although the exact reason is not clear, an increased number of cracks, elevated surface roughness or air inclusions could be potential origins of this behavior.
A multi-line graph plots the cumulative pore volume versus pore entry diameter. The y axis ranges from 0 to 1, and the x axis ranges from 10 powered 5 to 10 powered 2. 7 lines for R S, C S, C D, C D S, P R S, R S I, R S, and C S follow an increasing trend between 0 and 1 with some fluctuations.
Fig. 32.3
Cumulative pore volume as a function of pore entry diameter (dp) of equivalent cylindrical pores for miniature cube samples measured by means of mercury intrusion [31]
Table 32.1
Open porosity (εo) and pore entry diameters (dp,q) at distinct percentiles (q) for miniature cube samples measured via mercury intrusion porosimetry [31]
Filter type
ε0 [%]
dp,10 [nm]
dp,25 [nm]
dp,50 [nm]
dp,75 [nm]
dp,90 [nm]
RS-3d
47.1
145 375
35 782
550
336
215
CS-3d
42.2
72 061
4 948
504
302
204
CD-3d
48.8
90 831
16 804
566
335
209
CDS-3d
40.8
23 067
754
540
346
227
PRS-3d
31.2
75 083
628
506
399
223
RSI-3d
34.1
85 893
18 619
573
455
346
RS-ref
40.6
104 971
786
490
329
226
CS-ref
45.4
116 340
697
491
339
230
×
PRS-3d and RSI-3d exhibited the lowest implied open material porosity in the test. It can be concluded that both the pre-coating and the re-infiltration with liquid pitch reduced the porosity of the carbon-bonded alumina. The samples CD-3d and RS-3d showed the largest porosity in the test.
Ten fired samples of each filter type were used to measure the compressive strength (σc). Prior to testing, the mass (m) and the sample dimensions were determined to calculate the bulk density (ρb) of the miniature cube samples. The associated results are listed in Table 32.2. Naturally, the number of coatings correlated with the filter mass and bulk density for 3d samples. The increased strut thickness has a direct impact on the mechanical strength of the material. However, this effect is overlaid by microstructural effects, e.g. varying surface quality or the presence of cracks and air inclusions.
Table 32.2
Mean mass (m), bulk density (ρb), and compressive strength (σc) data for fired miniature cube sample batches [31]
Filter type
m [g]
ρb [gcm−3]
σc [MPa]
RS-3d
5.38 ± 0.57
0.29
0.20 ± 0.04
CS-3d
4.89 ± 0.54
0.28
0.23 ± 0.05
CD-3d
3.12 ± 0.48
0.20
0.08 ± 0.02
CDS-3d
6.10 ± 0.57
0.36
0.33 ± 0.06
PRS-3d
5.67 ± 0.59
0.27
0.18 ± 0.06
RSI-3d
6.14 ± 0.62
0.33
0.36 ± 0.08
RS-ref
5.85 ± 0.75
0.37
0.41 ± 0.08
CS-ref
4.69 ± 0.50
0.32
0.31 ± 0.05
In order to visualize potential deviations from an ideal mechanical behavior, the mechanical strength of the filters was visualized as a function of the bulk density (see Fig. 32.4). Following the models of Gibson and Ashby [33], the logarithmized relative strength of the foam material should be proportional to its logarithmized relative density. Since the base material was identical for all samples, the relation can be illustrated by using the compressive strength and bulk density instead. If a filter batch exhibits strong deviation from the ideal linear relationship, this is an indication for the presence of significant differences in the microstructure.
A scatter plot of compressive strength l n and compressive strength versus bulk density. 2 plots for 3 d and reference are distributed uniformly on either side of the linear fit line, increasing from (5.28, 4.4) to (5.85, 6.1). Values are estimated.
Fig. 32.4
Compressive strength (σc) of miniature cube samples as a function of the bulk density (ρb) [31]
×
Linear regression of the mean filter strength data on the mean filter bulk density across all tested 3d filter types yielded a good linear model fit (R2 = 0.972). It can be concluded that most of the differences in filter strength using distinct coating routines originated from the underlying bulk density of the filters. The determined slope of the regression line was 2.6 and much higher than the value of 1.5 described in the original Gibson-Ashby model for bending-dominated cellular materials [33]. The authors assumed that the hollow strut cavities in the replicated foams were the origin of this behavior. Contrary to the ideal model, a certain minimum foam bulk density is necessary to obtain a stable foam. Above that critical value, an increasing coating thickness not only increases the mechanical strength in proportion to the bulk density but it also reduces the share of the cavities within the strut volume resulting in overcompensation and a higher slope of the model.
CS-3d and RSI-3d samples exhibited a tendency towards mechanical strength exceeding the values predicted by the linear regression model. The data of reference samples was in line with that of 3d samples despite the fact that they were not included in the linear regression model. The mechanical strength of the reference samples (0.3 to 0.4 N/mm2) was in the standard range of mechanical strength observed for similar carbon-bonded alumina filters for steel melt filtration from the literature [21].
On the basis of the miniature cube investigations, the range of suitable processing routes was reevaluated. Routine CD was excluded for further tests due to insufficient coating thickness leading to low bulk density and a mechanical strength far below the reference standard. Furthermore, the PRS procedure was not pursued since the efforts involving the use of liquid pitch were not justified by significant benefits. Instead, the re-infiltration procedure was pursued also for CDS base filters (CDSI).
Using the resulting set of five coating routines, cylindrical ref and 3d samples with a geometry close to that of the final components were produced. To better understand the effect of the upscaled filter geometry on the achievable coating thickness, the average foam mass was investigated after each manufacturing step (see Table 32.3). Regarding the variance of the filter mass, rolling was the most unreliable primary coating procedure for cylinder samples. Centrifugation showed very low variance in comparison but also resulted in lower filter mass after the first coating. It can be concluded that rolling provided inefficient removal of excess slurry, resulting in coating thickness inhomogeneity. Spray coating showed higher variance than dip coating, especially for ref samples due to their higher pore density of 10 ppi impeding the coating of the core of the cylindrical filter component.
Table 32.3
Average mass of cylindrical filter samples at distinct processing stages [31]
Filter type
Dry filter mass [g], after
(count)
First coating a
Second coating
Third coating
Firing
RS-3d (3)
30.80 ± 5.13
54.95 ± 2.15
−
45.75 ± 1.94
CS-3d (3)
22.23 ± 0.32
41.74 ± 2.33
−
33.03 ± 2.19
CDS-3d (3)
22.13 ± 0.40
31.67 ± 0.51
52.90 ± 2.01
43.74 ± 2.07
RSI-3d (3)
60.43 ± 2.56
–
–
51.45 ± 2.06
CDSI-3d (3)
57.33 ± 0.67
–
−
49.31 ± 0.41
RS-ref (3)
19.43 ± 3.78
40.74 ± 4.04
−
35.25 ± 4.12
CS-ref (3)
15.60 ± 0.35
38.10 ± 1.37
−
32.75 ± 1.11
CDS-ref (3)
16.47 ± 0.81
28.83 ± 1.18
52.26 ± 3.55
46.23 ± 3.54
RSI-ref (1)
48.50
–
–
41.94
CDSI-ref (1)
59.90
–
–
50.50
a For RSI and CDSI samples, the first coating is referring to the re-infiltration of pre-fired filters
The shrinkage behavior of the cylindrical samples was investigated as well (see Table 32.4). Due to the different mass of 3d foam templates (m ≈ 7.0 g) and ref foam templates (m ≈ 3.5 g), the volatile mass released during the firing procedure varied and should be considered in the heating program in order to avoid damage. Basic routines without re-infiltration, i.e. RS, CS and CDS, altogether resulted in an average total mass loss of 18.3% for 3d samples and 13.0% for ref samples. Accounting for the mass of the foam templates, all of the mentioned filter types showed a total mass loss of approximately 5% after firing, i.e. the used polymer template had no significant impact on the pyrolysis of the carbon-bonded material. In the case of re-infiltrated samples (RSI, CDSI), the mass loss was solely associated with the pyrolysis of the re-infiltration pitch. Due to the high amount of volatile solvents, the mass loss after firing was rather high. However, it showed low variance and was comparable for both 3d and ref samples, indicating reproducibility.
Table 32.4
Mean shrinkage of cylindrical filter samples with respect to mass, height, diameter, and volume after firing [31]
Filter type
Percentage change after firing in
–
Mass [%] incl. PU
Mass [%] excl. PU
Height [%]
Diameter [%]
Volume [%]
RS-3d
−16.7 ± 0.3
−4.88 ± 0.31
−2.2 ± 1.1
−2.2 ± 1.2
−6.5 ± 1.7
CS-3d
−20.9 ± 0.8
−5.27 ± 0.11
−2.1 ± 0.9
−2.4 ± 0.4
−6.7 ± 0.5
CDS-3d
−17.3 ± 0.8
−5.03 ± 0.59
−3.2 ± 1.3
−3.7 ± 1.2
−10.1 ± 2.8
RSI-3d a
−14.9 ± 0.2
–
−1.1 ± 1.8
−1.0 ± 0.8
−3.1 ± 3.4
CDSI-3da
−14.0 ± 1.4
–
−0.1 ± 0.2
−1.5 ± 0.6
−3.2 ± 1.2
RS-ref
−13.6 ± 1.7
−5.63 ± 1.03
−2.5 ± 0.9
−2.1 ± 0.2
−6.5 ± 1.0
CS-ref
−14.0 ± 0.3
−5.53 ± 0.66
−2.6 ± 1.2
−3.0 ± 0.9
−8.4 ± 0.9
CDS-ref
−11.6 ± 0.9
−5.43 ± 0.68
−2.3 ± 0.8
−3.1 ± 0.4
−5.9 ± 4.2
RSI-refa
−13.5
–
+1.3
+2.0
+5.4
CDSI-refa
−15.7
–
−2.7
+0.6
−1.5
a For RSI and CDSI samples, the data are referring to the secondary firing after the reinfiltration only
For cylindrical ref and 3d filters manufactured by RS, CS and CDS routines rather isotropic shrinkage was observed in radial and longitudinal direction at between 2 and 4%. The resulting volume shrinkage ranged between 6 and 10%, with the highest values for CDS filters. The authors assumed that the use of dip-coating slurries with low solid content resulted in higher pre-firing porosity. According to mercury intrusion analyses, the open material porosity without re-infiltration was lowest for CDS-3d, indicating stronger densification and potentially higher shrinkage. Differences in the microstructure of distinct coating layers and their effects on the pyrolysis dynamics could not be excluded. The dimensional shrinkage was comparatively low for secondary firing after re-infiltration. The RSI-ref sample even exhibited positive volume changes. Most likely, bloating effects occurred due to the gas release during the pyrolysis.
As for the investigation of miniature samples, the dimensions and the mass of the cylindrical samples were used to determine their bulk density prior to measuring their compressive strength (see Table 32.5). CS-ref and RS-ref exhibited similar bulk density and mechanical strength data, indicating that rolling and centrifugation primary coating both were suitable for ref samples. In contrast, RS-3d showed extremely low strength at rather high bulk density confirming the detrimental effect of coating inhomogeneity observed in the filter mass analysis. Furthermore, the samples showed bad surface quality and cracks before the testing. Due to the low pore density of the 3d templates in combination with the upscaled cylinder geometry, the rolling technique was not suitable for the reliable removal of excess slurry.
Table 32.5
Mean bulk density (ρb) and compressive strength (σc) data for cylindrical filter batches [31]
Filter type
ρb [gcm−3]
σc [MPa]
RS-3d a
0.36 ± 0.03
0.04 ± 0.01
CS-3d
0.26 ± 0.02
0.12 ± 0.01
CDS-3d
0.34 ± 0.01
0.29 ± 0.02
RSI-3d
0.40 ± 0.02
0.47 ± 0.17
CDSI-3d
0.40 ± 0.01
0.52 ± 0.01
RS-ref
0.27 ± 0.03
0.11 ± 0.04
CS-ref
0.26 ± 0.01
0.11 ± 0.01
CDS-ref
0.36 ± 0.02
0.32 ± 0.07
RSI-ref
0.32
0.50
CDSI-ref
0.40
0.95
a RS-3d samples showed local damage at the component edges prior to testing σc might be underestimated
The CDS procedure as well as re-infiltration led to increased bulk density and compressive strength. Despite primary coating by rolling, RSI-3d showed very high strength, however, also with the highest standard deviation in the test series indicating low reproducibility. The highest strength values were observed for the RSI-ref (0.50 MPa) sample and the CDSI-ref (0.95 MPa) sample. Further investigations are necessary since only one sample was tested in each case, however, the tendency implies high potential for pitch re-infiltration, especially for conventional foams.
As for miniature cube sample data, the logarithmized bulk density and compressive strength of cylindrical filters were plotted in Fig. 32.5. Separate linear regressions were performed for 3d filters (excluding outlier RS-3d) and ref filters. The fit for ref samples (R2 = 0.920) was impaired by the strong positive outliers represented by the re-infiltrated samples RSI-ref and CDSI-ref. No pronounced deviation was observed for the 3d data resulting in a very good fit of the associated regression (R2 = 0.998) and indicating that the re-infiltration was not as effective as for ref samples. Nonetheless, the re-infiltration can be used to improve the filter strength if needed without pronounced reduction of the functional filter porosity but by increasing the strut density instead. The model slopes were 4.7 for the ref regression and 3.3 for the 3d regression, indicating even higher side effects than for miniature cube samples. Due to the larger cylinder geometry, more inhomogeneity effects, e.g. inhibited penetration of the spray coating, had to be compensated besides the impact of the strut cavities.
A scatter plot of cold crushing strength l n and cold crushing strength versus bulk density. 2 plots for 3 d and reference are distributed uniformly on either side of the linear fit lines, increasing from 4.75 to 7. The reference plots have the highest value at approximately (5.98, 6.85).
Fig. 32.5
Compressive strength (σc) of cylindrical filters as a function of bulk density (ρb) [31]
×
Finally, foam templates with cupola geometry for the industrial casting were printed via SLS and replicated using the CDS routine. The fired filters flame-sprayed with commercial alumina (Pure Alumina Thermal Spray Flexicord, Saint-Gobain, France) by means of a MasterJet flame spray gun (Saint-Gobain, France). For detailed information about the spray process parameters, see Neumann et al. [30].
During the flame spraying of the CDS-3d prototype filters, the spalling of the flame-spray coating was observed (see Fig. 32.6). The insufficient adhesion originated from local inhomogeneity of the base material (varying strut thickness) and low surface roughness of the struts. To address these problems, a second batch based on CS was manufactured (to reduce inhomogeneity by dip coating) and the spray coating was performed with higher air-to-slurry ratio (to increase surface roughness). With these modifications, the quality of the flame-sprayed coating was improved substantially and the flame-spraying process was reproducible for the whole batch (5 filters).
Six side views of the 3 D printed sample of the prototype filter at 5 and 10 millimeters. They have a cylindrical shape made of network shaped structures, which are represented by different color shades.
Fig. 32.6
Flame-spayed prototype filters with tailored near-net-shape geometry: a smooth surface morphology of CDS-3d filters; b CDS-3d filters after firing; c CDS-3d filters after flame spraying; d rough surface morphology of modified CS-3d filters; e modified CS-3d filters after firing; f modified CS-3d filters after flame spraying [31]
×
The batch of flame-sprayed CS-3d prototype filters was sent to the industrial project partner Deutsche Edelstahlwerke Specialty Steels GmbH & Co. KG (Siegen, Germany) and tested in bottom-teeming ingot casting. Unfortunately, the melt froze in the filter due to insufficient priming (see Fig. 32.7). The interface between the solidified steel and the filter was investigated by means of digital light microscopy. No signs of oxidation or microstructural damage were observed in the filter indicating that the filter material survived the severe thermomechanical stresses. Furthermore, the flame-spray coating was still intact.
2 microscopic images of the C S 3 d filter and alumina filter at 20 and 1 millimeters. a. The morphology of the sample has a rod like structure with a rough surface. b. The morphology of the sample with alumina coating has the formation of A C, F S, and S t layers.
Fig. 32.7
Flame-sprayed CS-3d filter tested in industrial bottom-teeming ingot casting: a solidified steel with exposed filter; b digital light micrograph showing the intact carbon-bonded alumina filter material (AC), the flame-sprayed alumina coating (FS) and the solidified steel (St) [31]
×
Future casting trials and analyses are necessary. In order to reduce the risk of melt freezing, higher casting temperatures, lower filter pore density and a shortened filter geometry are considered. Furthermore, the filtration efficiency will be analyzed and the flow within the casting system will be simulated.
32.3 Pressure Slip-Cast Hollowware and Extruded Starter Casting Tubes
As an outlook, this chapter shall give a short overview of developments regarding the manufacturing and investigation of pressure slip-cast hollowware components for steel ingot casting by bottom-teeming and extruded cellular starter tubes for continuous casting.
The conception of pressure slip casting molds for feeders and hollowware components in cooperation with the company DORST Technologies was successful. With the aid of a coarse-grained alumina slip composition containing an ecofriendly binder system based on konjak flour and welan gum, which was already successfully tested for the pressure slip casting of spiderbricks [26, 27], the manufacturing of first feeder prototypes was achieved (see Fig. 32.8). The high surface quality in combination with functional coatings is expected to have a positive impact on the melt cleanliness in comparison to traditional refractory systems.
3 photographs of the spider brick, feeder, and horn shaped feeder prototype.
Fig. 32.8
Pressure-slip casting of refractory hollowware: a pressure slip-cast spider brick, b mold for pressure slip casting of feeders, c pressure slip-cast feeder prototype
×
In ongoing investigations, the functionalization with carbon-bonded reactive coatings, the sintering behavior, the lab-scale behavior in contact with steel melts and finally the industrial application in ingot casting and its effect on the steel cleanliness will be addressed.
Regarding the development of cellular starter casting tubes for continuous casting tundishes, comprehensive preliminary tests for the extrusion of distinct refractory materials were performed. To determine the composition with the best compromise regarding its resistance against thermal shock, mechanical loads and oxidation at high temperatures, alumina-based materials with or without addition of coarser fractions, carbonaceous material and zirconia were extruded with the aid of cellulose-based plasticizers and systematically analyzed. In the next step, first starter casting tube prototypes were manufactured (see Fig. 32.9). In following investigations, the prototypes will be tested in lab-scale and industrial steel casting trials.
2 photographs of the cylindrical prototypes made up of carbon free and casting tubes with a size of 50 millimeters.
Fig. 32.9
Extruded carbon-bonded (a) and carbon-free (b) spaghetti starter casting tubes
×
Acknowledgements
The authors would like to acknowledge the German Research Foundation (DFG) in terms of the Collaborative Research Center 920—Project-ID 169148856, subproject T04, for the financial support of this research. Furthermore, special thanks go to M. Abendroth for modeling the foam structures and N. Franke for supporting the pressure slip casting.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.