A special metal-casting simulator allowed to investigate the behavior of nozzles and filters in contact with a steel melt under controlled atmosphere. First, the clogging of carbon-bonded alumina nozzles with different active or reactive coatings was evaluated by introducing exogenous inclusions while monitoring the changes in melt flow with time. In addition, the microstructure of the nozzles was investigated by scanning electron microscopy coupled with energy-dispersive X-ray spectroscopy to assess the coating decomposition and phase transformations. In further approaches, endogenous inclusions were generated in situ by pre-oxidizing and deoxidizing the steel melt. Filters with different active and reactive coatings were immersed for different times in order to investigate the evolution of newly formed phases on the filter surface as well as characterize their cleaning performance based on the analysis of the solidified steel. The inclusions in the frozen steel melt were characterized with the aid of an automatic SEM – ASPEX-system, which identified the chemistry as well as the size and population of the inclusions. In the last approach, investigations of a new combined refining process based on the immersion of reactive filters and a subsequent filtration via carbon-free active filters was investigated, in order to remove the remaining clusters of inclusions.
19.1 Introduction
The mechanical properties of cast steel products are strongly related to the cleanliness of the melt they come from. Both endogenous and exogenous nonmetallic inclusions influence mechanical strength, fatigue resistance and fracture toughness remarkably. The non-metallic inclusions that need to be removed from steel melts are mainly oxides, carbides, nitrides, and sulfides [1]. Different sources of endogenous and exogenous inclusions include reoxidation, slag entrainment, lining erosion, and inclusion agglomeration on linings. Endogenous inclusions include products of deoxidation or inclusions precipitated during cooling and solidification. When aluminum is used as a deoxidation agent, the inclusion population is usually dominated by endogenous alumina particles in a variety of different shapes. In addition, the formation of three-dimensional clusters and their subsequent growth are promoted by to the high interfacial energy of alumina. Small spherical inclusions could account for 90% or more of the total inclusions throughout the secondary metallurgy treatment. However, large inclusions represent from 60% to almost 100% of the oxide volume [2].
Due to the increasing pressure on the steel industry to produce clean, high-quality steel, the improvement of existing steel filtration techniques as well as the development of new materials and systems that can offer higher filtration efficiencies are crucial goals for the steel and refractory industries. Using a so-called steel casting simulator, carbon-bonded alumina components with different types of coatings were tested in the present study. The special apparatus allowed the investigation of filter surfaces after a simulated filtration with adsorbed particles but without the presence of solid steel all around, as in the case under normal industrial trials. In addition, clean formulations were developed and used in direct contact (one alumina-/spinel-containing crucible per melt) with the melt, in order to reduce the influence of impurities from refractory materials to the minimum. Different active and reactive filter materials were immersed for different immersion times in order to investigate the formation of new layers on the filter surfaces during the contact, to assess the entrapment of inclusions on such layers as well as to evaluate the steel purity after the immersion test. The inclusions remaining in the frozen steel melt were characterized with the aid of an automatic SEM—ASPEX-system, which classifies the inclusions population based on chemistry, as well as position, size and geometry. Finally, a new combined refining process using both reactive and active filters together was explored. After the treatment in the crucible, the remaining cluster of inclusions which were not removed due to buoyancy forces on CO-bubbles at the inclusions (generated by the interaction of steel melt with the carbon bonded reactive filter) were filtered with the aid of active carbon-free filters.
Anzeige
19.2 Experimental Details
This work is divided in two main parts. The first one presents the steel casting simulator in detail, together with the special castable formulations which allowed to reliably test all kinds of different specimens. The second part deals with the experiments performed in the steel casting simulator, in which different ceramic components were put in contact with molten steel.
19.2.1 Steel Casting Simulator
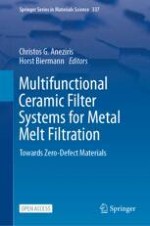
A metal-casting simulator (Systec, Karlstadt, Germany) located since 2010 at the Institute of Ceramics, Refractories and Composite Materials in Freiberg was used. The system was designed to evaluate refractory materials in direct contact with steel melts. The system consists of a water-cooled, gas tight chamber, that is filled with argon to protect all components within (see Fig. 19.1). It is composed of a separated inductive-heated melting unit (150 kVA) with a crucible that can contain up to 100 kg of steel. A revolver system allows to introduce probes to measure the temperature of the melt as well as the dissolved oxygen. In addition, another device is used to immerse prismatic samples (with maximum dimensions of 25 × 25 × 125 mm3) into the melt and rotate them at 30 rpm. It is also possible to extract melt samples for chemical analysis. The revolver system is equipped with a small chamber, in which an almost oxygen-free atmosphere is obtained through vacuum and argon flowing. After contact with the melt, the sample is extracted and can cool down inside this chamber, which is essential to prevent oxidation of e.g. carbon-bonded specimens. Finally, a charging device allows to introduce alloying elements and synthetic slags into the melt.
A schematic diagram of the experimental setup of the metal casting simulator. It is equipped with a melting crucible, a tundish with an oxide crucible inserted into the carbon crucible, a gas tight chamber, a nozzle testing area, and water cooled copper molds.
Fig. 19.1
Steel casting simulator setup. Adapted with permission from [1]
×
After conditioning of the molten metal, the crucible is tilted and the melt is cast into an inductive-heated (100 kVA) tundish, which presents three nozzles in the basement (two for tests and one for safety reasons) and a stopper rod system to control the melt flow. After some time, the stoppers are simultaneously lifted and the melt flows through parallel channels. Each consists of a protective carbon rod with a CFC heating unit to achieve a reproducible temperature level and prevent the metal from freezing. From the testing channels, the melt flows into separate water-cooled copper molds for solidification. Both the tundish and the copper molds are constantly weighed, which allows to monitor the melt flow for each of the two testing channels.
Compositions for Steel Casting Simulator
In order to prevent the generation of unwanted inclusions during the experiments with molten metal, special castable formulations were developed in house [3]. The melting crucible is based on alumina (Colisit, Großalmerode, Germany) and the tundish unit consists of a carbon crucible in which an oxide crucible (alumina-mullite castable KM20) is fitted in [1].
For the tundish unit, a corundum-based refractory castable with 20 wt% of primary mullite and secondary in situ mullite formation proved to be the most suitable (Table). The main component was tabular alumina with a maximum grain size of 5 mm (Almatis GmbH, Ludwigshafen, Germany). Fused mullite was added in the classes 0–0.08, 0–0.5 and 0.7–1.5 mm (Imerys, Paris, France). Hydratable alumina Alphabond 300 (Almatis) in 3 wt% amount was used as binder. The grain size distribution was designed on the base of the Dinger and Funk particle-packing equation, with a distribution modulus of 0.28.
Regarding instead nozzles, adapters, stopper rods and melting crucibles for up to 30 kg of metal, a corundum-based refractory castable with a primary spinel content of 15 wt% was selected. The primary component was still alumina with a maximum grain size of 5 mm (for crucibles, SP1g in Table 19.1) or 3 mm (for adapters, stopper rods and nozzles, SP1 in Table 19.1). The primary spinel (Almatis) was added in the fractions 0–20 µm, 0–90 µm and 0–0.5 mm. The finer fractions were replaced with reactive alumina as well as fine MgO (Refratechnik Steel, Göttingen, Germany) in 6 wt% amount, in order to promote in situ spinel formation and compensate for the shrinkage during sintering.
Table 19.1
Composition of the refractory castables for production of various components to be used inside the steel casting simulator
KM20
SP1g
SP1
Material
Amount in wt%
Tabular alumina
66
61
61
Mullite
20
Spinel
15
15
Magnesia
6
6
Reactive alumina
11
15
15
Hydratable alumina
3
3
3
Additive (related to tot. solids)
1
1
1
Water (related to tot. solids)
5.5
5.3
6.6
The preparation of different components for use in the steel casting simulator was performed in agreement with the European Standard DIN EN ISO 1927-5. First, the required amounts of materials were dry mixed for 1 min. After water addition, the mixtures were stirred for additional 5 min. Molds made of steel or plastic with silicone inlays were used to form the castable masses into the desired products. After 24 h, the samples were removed from the molds and dried at 120 ℃ (with heating rate of 10 K/min) for 12 h. Finally, sintering was performed under air at 1600 ℃ for 5 h, with heating rate of 1 K/min and an intermediate dwell step of 1 h at 500 ℃. Cooling was limited to 3 K/min down to 500 ℃, after which the furnace cooled down freely.
19.2.2 Experimental
All experiments performed in the steel casting simulator can be classified as dynamic experiments, i.e. where either the refractory specimen or the melt are in motion. This results in more intensive interactions compared to the static experiments, in order to approach industrial conditions. In the so-called “finger-test”, the samples are immersed and rotated for a defined time into the metal (or slag) melt. This is the easiest and fastest type of experiment. More complex experiments can be also performed, by casting the melt from the main crucible into a tundish unit and then through the parallel channels into the copper molds. Before each experiment, the steel casting simulator is evacuated and then filled with argon gas, in order to eliminate oxygen and protect the inductively coupled graphite crucibles required for the heating. In addition, to create defined alumina impurities in situ in the steel melt, 0.5 wt% of an iron oxide mixture was added. The commercially available product (Mineralmühle Leun, Germany) consisted of 75 wt% hematite and 25 wt% magnetite. After setting a temperature of 1650 ℃, the oxide mixture was added directly to the melt and an increase of the dissolved oxygen from approximately 10 ppm up to approximately 60 ppm was measured. To create the required endogenous alumina inclusions, 0.05 wt% of pure aluminum metal was added to the melt. Due to this deoxidizing step, the dissolved oxygen content of the melt decreased to the starting values. Through the reaction between oxygen and aluminum, finely dispersed aluminum oxide was formed. After the experiments, the solidified steel as well as the tested samples were thoroughly analyzed.
Anzeige
Casting Through Nozzles
In order to investigate the clogging phenomena, carbon-bonded alumina nozzles based on the composition developed by Emmel were produced by slip casting into plaster molds [1, 4]. The slurry preparation for slip-casting in gypsum molds was performed in a ball mill (plastic container with alumina balls), in which the additives were added and distributed in deionized water in advance. Afterwards the solid parts were added stepwise and mixed for 24 h. After slip-casting and drying for 24 h at 120 ℃, the test nozzles were coked at 800 ℃ under reducing atmosphere in a steel retort under coke grit. Afterwards, the inner surface of the coked nozzles was coated with alumina or mullite slurry, dried at 120 ℃ and coked again for 2 h at 1400 ℃ inside an alumina retort under coke grid. Different coatings were applied in a second step to the inner surface of the samples [5]. Before testing, the nozzles were installed melt-tight into the dedicated adapters with a refractory adhesive (Fig. 19.2). A 10 ppi carbon-bonded alumina filter with oxide particles (alumina, spinel, mullite) was placed inside the adapter above the nozzle to add exogenous inclusions to the flowing steel melt. After preparation of the testing area, 100 kg of commercially available 42CrMo4 (AISI 4142) steel were melted inside the crucible and heated up to 1650 ℃ under inert atmosphere. The oxygen content and the temperature of the steel melt were monitored with an oxygen/temperature sensor-system CELOX (Heraeus Electro-Nite, Houthalen, Belgium). After melting, the steel melt was poured into the preheated tundish unit. A short time after pouring (ca. 30 s), the stoppers rods were lifted and the melt flows through the two test nozzles and into the cooled copper molds. The test zone with the test nozzles is preheated by heating elements up to 1600 ℃ to prevent freezing of the liquid metal and to ensure a constant testing temperature in the nozzle area. The test nozzles before and after steel melt contact as well as the adapter with the inclusion containing reservoir after the steel contact were analyzed with the aid of a microfocus X-ray computed tomograph CT-ALPHA (ProCon X-Ray, Garbsen, Germany). For the visualization of the CT-images the software VGStudio Max 2.1 (Volume Graphics GmbH, Heidelberg, Germany) was used. The microstructural evaluation of the coked surfaces as well as after steel melt contact were carried out by means of scanning electron microscope (SEM XL30, Philips, Germany) in combination with energy dispersive spectrometer (EDS). The samples were partially embedded in resin to stabilize the decomposed layer.
A schematic diagram presents the preparation of the nozzle testing area. It is equipped with the molten metal, tundish, nozzle, carbon protective tube, adapter, filter with exogenous inclusions, heating elements, and test nozzle with a diameter of 5 millimeters.
Fig. 19.2
Configuration of the nozzle testing area. Adapted with permission from [1]
×
Finger-Tests
Aim of these finger-tests was to assess the thermal shock resistance of the samples at the point of immersion, as well as the chemical interactions with the melt. 10 ppi prismatic (125 × 20 × 20 mm3) filter samples were produced using the replica process as described by Emmel and Aneziris [4, 6]. The samples consisted of approximately 30 wt% carbon and 70 wt% alumina after pyrolysis at 800 ℃ under reducing atmosphere. Several types of ceramic coatings were applied, mainly by cold spraying. Coatings of alumina or carbon-bonded magnesia were applied to these carbon-bonded alumina substrate material, which were then thermally treated at 1400 ℃ (alumina) or 800 ℃ (magnesia/carbon) under a reducing atmosphere (a carbon grid). Details of the coatings and of their preparation are given elsewhere [2, 6‐8].
Since the melting of 100 kg would have required the use of the whole system (i.e. casting into the tundish and the copper molds) to obtain reasonably small steel blocks, a smaller crucible (for 30–40 kg of steel) was instead installed inside the large one. All finger-tests were performed inside these smaller crucibles, produced in house from the spinel-containing refractory castable (SP1g) described above. Before the immersions, alumina endogenous inclusions were generated through the steel treatment described above. The prismatic samples were subsequently dipped 60 mm deep into the steel melt by entering the system through a sewer port (Fig. 19.3). During the whole experiment, temperature and dissolved oxygen content were monitored after each experimental step. Before and after filter immersion, steel samples were extracted for further analysis. After contact with the melt, the sample was removed and cooled down in a chamber under argon atmosphere to prevent the oxidation of carbon, which could have occurred if the hot sample had had contact with the normal oxygen-containing atmosphere. In addition, the filter sample was not full with steel at the end, allowing for microscopic investigations. The melt was cooled down rapidly by switching off the inductor coil. All obtained steel samples and blocks were analyzed by means of ASPEX and used for other metallographic and mechanical tests.
A diagram of the revolver unit setup. It is composed of a rotatable revolver system, gas tight reservoir for additives, pyrometer, feeding mechanism, chamber for sample handling, observation window, test sample holder, melting crucible, induction coil, tiltable melting unit, and prismatic sample.
Fig. 19.3
Melting unit with revolver system used for the finger tests. Adapted with permission from [2]
×
In order to better understand the reactions that take place at the interface, the thin secondary layer generated on a carbon-bonded alumina filter during immersion in a steel melt was prepared by focused ion beam [9]. The investigations were carried out using the microscopes Versa3D from FEI and Lyra3 from TESCAN, respectively. Both dual beam systems were equipped with 30 kV Ga + ion sources for the FIB (focused ion beam) preparation. Combined Genesis-EDX and TSL-EBSD systems from EDAX Inc. were used for the EBSD investigations. 50 nm thin, transparent lamellas were obtained through a careful preparation. Phase determination was carried out for single points or for defined scans. Topographic information was obtained using the forward scatter detector (FSD), which was positioned below the EBSD screen. Lattice parameters for the identification of involved phases by EBSD were taken from an ICDD database (PDF2008).
The chemical composition of the solidified steel after the trials in the steel casting simulator was first investigated by means of spark emission spectroscopy (Q2 ION, Bruker, USA). Samples of appropriate dimensions were cut from the steel blocks, then polished before the analysis. Each sample was analyzed several times.
ASPEX (FEI, USA) is a special automatic scanning electron microscope (SEM), which is designed for the analysis of metallic specimens: after polishing, areas of approximately 110 mm2 were scanned for about 8 h. In order to obtain more reliable results, in the latest studies several steel samples were analyzed from each solidified steel block. Inclusions >0.6 µm were detected using a BSE (back-scattered electron) detector based on contrast difference with the steel matrix. Due to the iron content, the average brightness (under EBSD) of the steel matrix is quite high. In comparison, any region with brightness below a certain threshold is counted as inclusion or surface defect, with e.g. Al2O3 having a darker tone than MnS due to the different atomic mass of the elements. For each found particle the AFA (automatic feature analysis) included position, geometry, orientation and chemical composition, the latter achieved through EDS (energy-dispersive X-ray spectroscopy). Afterwards, the inclusions were classified by size and by composition according to a classification rules (an example is given in Table 19.2). Rule files are not commonly available and were developed in house using reference specimens of known composition. Ideally, each type of steel requires a new classification rule. In addition, the rule file should be built with regard to the particles of interest. Due to the steel treatment pre-immersion, the most interesting inclusion class was aluminum oxide. For this reason, after eliminating the scratches, dirt and iron oxides due to the preparation process, the class Al2O3 is the first in the list. For each particle, if the composition of an inclusion does not fit one rule, the next rule will be checked. The boundaries were selected on the basis of the theoretical composition of each compound. However, the range for each element cannot be too small, otherwise too many particles would not fall under any rule.
Table 19.2
Example of rulefile used to classify the inclusions detected by ASPEX
Class
Restrictions
Alumina
Al > 20 & O > 20 & (Mn + Si + Mg + Ca) < 10 & Mg < 2 & Ca < 2
Galaxite-alumina
Al > 10 & Mn > 2 & Si < 2 & Mg < 2 & Ca < 2
Mn-Si-highAl
Mn > 2 & Si > 2 & Al > 15 & Mg < 2 & Ca < 2
Mn-Si-lowAl
Mn > 2 & Si > 2 & Al < 15 & Al > = 1 & Mg < 2 & Ca < 2
Mn-Si
Mn > 2 & Si > 2 & Al < 1 & Mg < 2 & Ca < 2
MnO-MnS
Mn > 8 & Mn/S > = 1 & (Al + Si + Ti + Cr) < (Mn + S)
CaO-CaS
Ca > 5 & Ca/S > 2
Others
True
Combined Filtration Experiments
As a last approach, combined filtration experiments were performed in the steel casting simulator. Filters with reactive coatings were first immersed into a 100 kg steel melt containing endogenous alumina inclusions. Next, the treated steel was cast through a second (active) filter, which was previously fixed in place through refractory adhesive over a second crucible, in order to physically remove the remaining inclusions from the melt without further reactions. The whole process is presented in Fig. 19.4.
A diagram of the experimental setup of the combined filtration. It is composed of a melting crucible, a sample holder, and a second crucible.
Fig. 19.4
Schematic diagram of the combined filtration test setup. (1) Melting crucible for the immersion of reactive filter; (2) Sample holder with 70 × 70 × 25 mm3 active filter; (3) Second crucible for the solidification of the steel melt
×
For the reactive part, prismatic filters similar to those used in previous finger-tests were used. For the active filtration, carbon-bonded alumina foam filters composed of 55 wt% Al2O3-C and 45 wt% C (STELEX PrO, Foseco International Ltd., Tamworth, UK), a macroporosity of 10 ppi, and a size of 70 × 70 × 25 mm3 were used as substrates. The Al2O3-C filter was flame-spray coated with alumina using a MASTER JET flame-spray unit (Saint-Gobain Coating Solutions, Avignon, France) equipped with alumina-flexicord, which is composed of 99.7 wt% Al2O3. The alumina cord was fed to the flame-spray gun and melted at approximately 3120 ℃. On impact with the filter substrate, the molten alumina droplets solidified and high-temperature phases were frozen. By lamination of the droplets, a dense coating was formed. All sides of the filter were manually coated for 50 s (the top and bottom faces) or 20 s (the side faces) and applying 4 plain traverses. The macro- and microstructure of a flame-spray coated Al2O3-C filter were presented in detail in a recent study by Gehre et al. [10].
After each experiment, 10 steel samples extracted from different regions of the steel cake were analyzed by ASPEX and the results averaged. Numerical simulations indicated that reactive cleaning is beneficial to enhance inclusion removal and that it dominates over active filtration [11]. Finally, computer models suggested the introduction of finger-like struts on the downstream surface of ceramic filters to improve the filtration efficiency [12]. Based on this, 3D-printed polyurethane foams with defined geometry were used as templates for the replica technique. Carbon-bonded alumina filters with different coatings were produced from such templates and tested in the steel casting simulator.
19.3 Results and Discussion
19.3.1 Casting Through Nozzles
In spite the fact that both nozzles had approximately the same starting inner diameter, different results of casted steel mass versus time were obtained. After an initial phase of temperature adjustment and filling the test zones, differences in the mass flow could be registered from about 60 s (Fig. 19.5) [1]. The smaller amount of casted steel versus time in the case of the alumina-coated nozzle was caused by a more intense clogging of nonmetallic particles at the inner surface of the tested nozzle, which was macroscopically observed after the test. The clogging layer inside the alumina-coated nozzle consisted of two areas, a dense zone with thickness of about 35 µm and a coral-like zone with thickness in the range 60–80 µm. Investigations by SEM/EDS and EBSD of the clogged particles identified compositions such as spinel and alumina. In case of the mullite-coated nozzle, no remarkable difference of the steel flow with time was detected. Several samples were taken from different regions of the test nozzle. Depending on the position, different morphologies were observed. The coating of a sample taken from the upper part of the nozzle showed a highly porous morphology without any fine particles as present in the coating before the steel contact (Fig. 19.6a). The composition of the coating approached Al2O3 with some traces of SiO2 and some elements from the steel melt such as manganese, iron, and chromium. In contrast, a sample taken from the lowest part of the nozzle (Fig. 19.6b) presented a partial delamination of the former coating from the alumina-carbon substrate and pores with size in the range of 20–50 µm. The former mullite coating consisted of dense parts composed of two phases, darker grains (under BSE) embedded in a light gray matrix, metal particles as well as closed and open pores. An adhesion of exogenous and endogenous particles could not be detected. EDS analysis showed that the gray particles had nearly Al2O3 composition with some traces of silicon. The lighter continuous phase consisted of silicon, manganese and aluminum with traces of sodium, titanium, iron, and magnesium. Element mapping demonstrated that the alumina grains were surrounded by silicon and manganese, while iron was mainly present as separate particles. The investigations of samples between 0 and 1 showed a mixture of the previous results, with less pronounced delamination and lower amounts of the Mn-Si-Al-containing phase. The nozzles used in the experiments were scanned by CT before and after the test in the steel casting simulator. Only the presence of small steel particles in the clogging layer allowed to distinguish between the alumina-carbon matrix and the decomposed coating, due to the enrichment of Mn and Fe in the decomposed mullite layer. Delamination and partial destruction of the former coating was clearly visible through CT. In conclusion, a mullite coating on a carbon-bonded alumina component is not suitable for applications at >1520 ℃ due to the decomposition of mullite. On the other hand, a pronounced clogging for the nozzles with the active alumina coating was observed. Correlating these clogging values to a type of “filtration efficiency” in means of more particles to be deposited on the ceramic collector surface (nozzle or filter), there was a first indication that at least a higher filtration efficiency is expected in case that carbon-bonded filters are coated with an alumina active coating.
A line graph plots flow rate in kilograms per second versus casting time in seconds. 2 lines for carbon bonded alumina nozzle and carbon bonded alumina nozzle with alumina coating follow an increasing trend with some fluctuations between 0.05 and 0.30 with respect to the casting time from 0 to 140.
Fig. 19.5
Flow rates of molten steel through carbon-bonded nozzles as function of time. Reproduced with kind permission from [1]
2 microscopic images of the coating sample at 20 and 100 micrometers. a. The morphology of the alumina carbon nozzle surface has a high porosity. b. The morphology of the sample has a decomposed coating in the steel contact region.
Fig. 19.6
a Highly porous coating (former mullite) on alumina-carbon nozzle (top part) after melt contact. b Partially delaminated and decomposed mullite coating (bottom part) after steel contact. Adapted with permission from [5]
×
×
19.3.2 Finger-Tests
The finger-tests used carbon-bonded alumina filters with active or reactive coatings. Despite the strong thermal shock during the immersion itself as well as during the rapid cooling process, the filter samples did not show macroscopic damage after the experiment. By comparing the color of the sample surfaces before and after the immersion test, it was observed that no oxidation occurred on the areas without direct melt contact. The change from black to grayish color (Fig. 19.7a and b) in the areas with direct steel contact was caused by several reactions, resulting in decarburization in areas near the surface due to the high solubility of carbon in the steel melt, the interaction between steel, the carbon, and the refractory oxide, and by the deposition of a newly formed phases.
3 macroscopic images of the coated and uncoated A l 2 O 3, M g O C, and alumina samples at 2 centimeters. Each sample has a porous structure with different colored regions.
Fig. 19.7
Carbon-bonded alumina filters before and after finger-test. a uncoated Al2O3-C. b MgO-C coated sample. c alumina-coated sample. Adapted with permission from [2]
×
It is worth to mention that the trends for temperature and dissolved oxygen during all performed immersion tests were nearly the same. Table 19.3 presents the values for temperature and dissolved oxygen measured before and after oxidation (the addition of an iron oxide mixture), after deoxidation with aluminum, and after an immersion test for 3 different coated filters [2]. It could be seen that the process of increasing and decreasing the oxygen content by the addition of iron oxide and deoxidation with the aluminum metal was sufficiently reproducible. However, carbon loss in the steel was measured by spark emission spectroscopy after the experiments, in comparison to the delivered steel quality.
Table 19.3
Measured temperature and dissolved oxygen levels at several steps of the finger-tests. Adapted with permission from [2]
Step
Substrate material
Al2O3-C
References
Coating material
No coating
MgO-C
Al2O3
Before oxidation
T [℃]
1656
1657
1651
1648
Dissolved O [ppm]
15
13
13
15
After oxidation
T [℃]
1646
1645
1643
1647
Dissolved O [ppm]
57
55
56
63
After deoxidation
T [℃]
1651
1650
1645
1660
Dissolved O [ppm]
9
8
8
12
After immersion
T [℃]
1657
1665
1660
–
Dissolved O [ppm]
22
22
17
–
Investigations of the filter samples by digital light microscopy delivered interesting results. In general, all filter surfaces were microcrack-free before the immersion procedure. After the test, newly formed and loose crystalline phases were found on the surface of uncoated carbon-bonded alumina filters. SEM investigations of carbon-bonded alumina filters after immersion in a steel melt showed agglomerated particles in various shapes, such as platelets and dendrites, which are typical for endogenous inclusions as reported by Dekkers [13, 14]. When testing carbon-bonded alumina filters, the material buildup observed after an immersion test consisted of different structures (from the center of a strut to the surface), reported in several publications [2, 8, 15‐19]:
1.
Unaffected carbon-bonded substrate;
2.
Decarbonized layer with partially sintered alumina;
3.
Oxide porous functional coating–from the production process (optional);
4.
Secondary, thin alumina-containing layer resulting from the in situ reaction;
5.
Dense collection zone consisting of sintered, polyhedral endogenous alumina inclusions;
6.
“Coral-like” collection zone consisting of endogenous alumina particles in complex shapes (Fig. 19.8).
A microscopic and illustration of the alumina coated sample at 50 micrometers. The morphology of the sample has layers of the decarbonized zone, sintered A l 2 O 3 grains, an in situ layer with fine crystal structures, sintered particles, entrapped steel, and polycrystalline A l 2 O 3.
Fig. 19.8
a Surface of alumina-carbon filter with porous alumina coating after finger-test (60 s immersion). b Typical layer buildup on carbon-bonded alumina material after steel contact. Adapted with permission from [18]
×
A similar layer buildup was observed throughout all finger-test samples, provided the coating (if present) was porous enough to allow for diffusion of elements from and into the filter material. A thorough discussion of the interactions taking place during melt contact is given in the next section. Zone 1 represents the unreacted carbon-bonded alumina filter material, composed of approximately 70 wt% alumina with typical grain size of 0.5–0.8 µm (d50) and 30 wt% carbon as bonding matrix. Zone 2 consists of alumina grains with typical size in the range 500 nm to 1 µm, partially sintered together into a porous layer with a typical thickness of 5–10 µm. Iron particles were observed at the border between the first 2 zones. The secondary layer (4) has a thickness usually in the 100–400 nm range, sometimes up to 1 µm. It seems to be totally dense even at high magnifications and it reflects the topography of the zone below. This secondary layer is extremely efficient for collecting inclusions with similar chemistry from the melt, and its roughness increases the wetting angle with the steel melt, possibly contributing to the deposition of inclusions too. On top of this layer, the clogging zone can usually be divided into two parts. The first one is dense and consists of relatively small plate-like particles. This is followed by a zone with larger, loose particles in complex shapes.
The first reactive coating consisted of MgO-C, which should generate gaseous Mg when in contact with a steel melt and in turn remove the oxygen by creating secondary MgO [2]. By means of digital light microscopy a dense, crack-rich layer was detected on the filter surface after the immersion test. In addition, the carbon-bonded coating turned to a grayish-white color due to reactions with the steel melt. Under SEM a dense, in situ-formed fine-grained and carbon-free MgO layer with some MgO particle agglomerates on the surface was followed by a porous (3) zone containing some carbon, primary magnesia, and iron droplets. EDX investigations of the elemental composition of the newly formed dense layer as well as the agglomerated particles showed that both consisted primarily of magnesium and oxygen. In addition, newly formed whiskers consisting of MgAl2O4 were found inside the hollow struts generated from the burnout of the polyurethane foam used as template during the filter production (see Fig. 19.9).
2 microscopic images of the M g O C coated sample at 50 and 5 micrometers. a. The morphology of the sample has a cracked surface. b. The morphology of the sample has a needle like structure.
Fig. 19.9
a Surface of MgO-C coated sample after finger-test. b Newly formed spinel whiskers. Adapted with permission from [2]
×
Carbon-bonded calcium aluminates were also tested as highly reactive coatings [20]. After the immersion test, a lot of pores infiltrated with steel (white spots) were found over the CA2-C surface. The rest of the surface consisted of polyhedral particles partially sintered together (see Fig. 19.10). The EDS detector revealed Al, Ca, and O as main constituents of this zone. The CA6–C surface was smoother and did not show any major porosity with entrapped steel (see Fig. 19.11). The difference should be related to the different wettability and the greater potential for the melt to penetrate CA2 than CA6. In addition, gaseous calcium and/or suboxides may be produced from the reaction between the calcium aluminate and the steel melt, with the formation of pores, which would be readily infiltrated by liquid metal. Given the different amount of calcium oxide in the compositions (three times higher in one mole of CA2), this effect should be much stronger in the case of the CA2–C sample than CA6–C. As usual, the applied coating was still detected with a thickness of approximately 40 µm. In some spots, a thin secondary layer was also observed on which endogenous inclusions were collected. Thermodynamic calculations showed that the reduction of CaO from the coatings to Ca vapor should proceed at a slow rate.
2 microscopic images of the C A 2 C filter sample at 50 and 20 micrometers. a. The morphology of the sample as a fractured surface with voids. b. The cross section of the sample has a formation of 2 layers.
Fig. 19.10
CA2-C filter surface after finger-test. a Surface overview. b Detail with thin secondary layer. Adapted with permission from [20]
2 microscopic images of the C A 2 C filter sample at 20 and 5 micrometers. a. The morphology of the sectional view of the sample has a layer of clustered particles. b. The morphology of the sample has a thin layer with inclusions.
Fig. 19.11
CA6-C filter surface after finger-test. a Cross section with coating layer. b Detail of thin layer with collected endogenous inclusions. Adapted with permission from [20]
×
×
Nano-sized materials were also selected for their high specific surface area (thus reactivity) and used in combination with a binder to produce reactive coatings [8, 15‐17, 19, 21, 22]. The used water-based slurries had a low solids content, hence very thin coatings were obtained. Due to this, the high reactivity of the nano-sized materials and of the residual carbon from the binders, no residuals from the nano-based coatings were detected on any filter after a finger-test, even for very short (10 s) immersion time. For this reason, after contact with a steel melt, the surface of nano-coated filters showed exactly the same features as uncoated carbon-bonded alumina filters (see Fig. 19.12). However, differences in the development of the dense and loose collection zones (5 and 6) were observed, with the nano-coated filters generally showing an increased clogging for the same testing time. It can be assumed that the presence of a nano-based coating before the test resulted in stronger interactions with the steel melt and a faster formation of the secondary (4) layer, which in turn promoted the collection of endogenous inclusions from the melt.
2 microscopic images of the nanocoated sample at 50 and 2 micrometers. a. The morphology of the sectional view of the sample has 5 layered structures. b. The morphology of the sample has a flake like layer at a size of 209 nanometers.
Fig. 19.12
Nano-coated alumina-carbon filter after finger-test (30 s immersion): a Cross section view. b Detail of the secondary layer (4). Adapted with permission from [16]
×
Regarding active coatings, pure alumina was applied by spray coating at first [2, 18]. Such filters were treated at 1400 ℃ to allow for sintering of the alumina coating. The coating thickness varied between 10 and 100 µm. The determined cold crushing strength of coated filters was (0.58 ± 0.08 N)/mm2, which is about double that of uncoated ones (0.27 ± 0.04 N)/mm2. After the experiment, this coating was still present on the filter surface, although cracks due to thermal shock were detected. They were the more pronounced the longer the immersion time. Frozen steel in the form of droplets was also found as usual. From SEM investigations, the secondary layer (4) with a thickness of a few hundred nm was already detected after a 10 s immersion. Filters immersed for 60 s showed plate-like particles and also fine inclusions in clusters on top of these in some areas (Fig. 19.8). After 120 s, the clusters completely covered the investigated filter surface. EBSD investigations of the thin secondary layer suggested that it consisted of tiny crystals embedded in an amorphous phase. Plate-like particles consisted of trigonal alpha-alumina. Grain orientation within these particles was determined, confirming that they did not grow directly from the coating material but more likely consisted of endogenous inclusions that sintered together due to the high process temperatures. Furthermore, carbon-bonded alumina filters were coated using the flame spray technique, in which a ceramic feedstock is melted at approximately 3160 ℃ and a dense coating (90 µm) is produced. Very high cooling rates (106 K/s) resulted in metastable cubic γ-alumina that was frozen at room temperature. Another difference with cold spraying, thermal spray leads to inhomogeneous coatings due to the difficulty in reaching the filter core. It was observed that the oxygen content of the steel remarkably decreased after immersion of the flame-coated filter, indicating a strong interaction with the melt. Moreover, the alumina coating was extensively covered by a continuous crystalline layer with an average thickness of 45 µm. Compared to a cold-sprayed filter, the microstructure was overall much denser, with plate-like particles covering nearly the whole surface. In this study, no evidence of an in situ formed thin layer was found. It is not surprising that this layer was absent as its formation is promoted by raw material impurities like SiO2, Na2O, and K2O. During the flame spraying process, the raw materials were heated above 3000 ℃. At this temperature, these impurities evaporate and hence, are not transported to the filter surface, leading to an alumina coating with high purity.
Besides the investigation of ceramic components after contact with molten metal, the analysis of the solidified steel in terms of remaining inclusions was of critical importance for the subproject C01. Standard chemical analysis by means of spark emission spectroscopy was performed first, followed by automated scanning electron microscopy (ASPEX).
Regarding the steel chemistry after contact with carbon-bonded components, the first experiments involving both uncoated and alumina-coated nozzles already showed some interesting trends [1]. In particular, the Al content decreased in all ingots, suggesting the possible generation of endogenous alumina inclusions. In addition, other elements such as C, Mn, Ni, S and P were also present in lower amounts after the experiments. Further studies involving the use of carbon-bonded alumina filters (Table 19.4) confirmed the trend of aluminum and carbon loss, regardless of the presence and type of coating [2, 15, 18, 19]. MnS inclusions were found in some cases on the filters’ surface, as well as regularly in the solidified steel [16, 19, 23, 24]. Sulfides, and particularly MnS, are common impurities in steel and can explain the observed depletion of both elements.
Table 19.4
Steel composition as delivered, of reference melt and after immersion (60 s) of samples. Adapted with permission from [2]
Element
Steel as delivered
Reference melt
No coating
MgO-C
Al2O3
Fe
96.74
96.88
96.87
96.99
97.00
C
0.400
0.372
0.359
0.365
0.366
Cr
0.995
1.030
1.013
1.063
1.053
Mn
0.781
0.690
0.696
0.692
0.670
Mo
0.197
0.187
0.193
0.182
0.178
Ni
0.200
0.187
0.204
0.155
0.149
Cu
0.290
0.267
0.283
0.204
0.207
Si
0.249
0.196
0.211
0.195
0.207
Al
0.018
0.032
0.008
0.017
0.017
P
0.011
0.013
0.012
0.011
0.013
S
0.032
0.059
0.052
0.041
0.053
Bal
0.090
0.087
0.189
0.085
0.470
The first ASPEX investigations were used to compare the performance of uncoated carbon-bonded alumina versus nano-coated filters, due to the promising clogging results. One steel melt was used as a reference, in which no filter was immersed. Both uncoated and nano-coated filters showed positive effects: the density of particles with area < 20 µm2 and especially < 3 µm2 decreased significantly [19]. On the other hand, the amount of inclusions larger than 50 µm2 slightly increased. The results were also supported by light microscopy investigations. The nano-coated filter performed significantly better than the uncoated one, especially for a 5 min immersion time. Regarding the chemistry, the majority of inclusions consisted of alumina, followed by MnS (due to the high S content of the steel) and Mn-spinel. Very good filtration efficiency (up to 90% were registered). Despite the good performance of nano-coated filters, these also generated new inclusions (classified as mixed silicates) which were otherwise not detected for the other experiments. In addition, especially after 10 s immersion, the coated filters produced a high amount of coarse particles, which are most detrimental for the fracture toughness of steel. This particular behavior of nano-coated filters was observed in other studies as well [17, 25] (Tables 19.5 and 19.6).
Table 19.5
Density of inclusions found in the solidified steel samples by ASPEX, classified by size. Reproduced with permission from [19]
Inclusions per cm2
Inclusion area (µm2)
0.1–1
1–3
3–5
5–10
10–20
20–30
30–50
50–80
80–130
130–200
200–500
Total
No filter
1179
1045
327
417
444
108
40
19
4
1
1
3585
Uncoated 10 s
21
152
152
195
118
23
16
9
3
0
0
689
Nano-coated 10 s
6
110
108
106
79
44
44
58
63
18
8
644
Uncoated 300 s
57
274
129
168
199
103
83
29
14
3
8
1067
Nano-coated 300 s
3
25
35
62
59
58
68
30
11
16
4
371
Table 19.6
Density of inclusions found in the solidified steel samples by ASPEX, classified by chemistry. Reproduced with permission from [19]
Class
Inclusions per cm2
No Filter
Uncoated
10 s
Nano-coated 10 s
Uncoated 300 s
Nano-coated 300 s
Al2O3
942
596
246
488
275
Mn spinel
63
50
6
54
6
Ca aluminate
0
0
1
0
0
Mg spinel
0
0
0
0
0
Al-Mn-Mg-Fe-Ca silicate
0
1
265
1
52
SiO2
45
1
5
8
0
MnO-MnS
2295
13
10
372
15
CaO-CaS
8
6
5
0
1
Others
232
22
106
144
22
Filters with cold-sprayed alumina coatings were tested for different immersion times, from 10 up to 120 s. The proportions of different chemical as well as size classes remained similar for all experiments. Filtration efficiencies in the 50–70% range were registered [18]. Interestingly, with increasing immersion time, there was a trend to more inclusions remaining in the steel, together with a growing amount of SiO2 particles. On the other hand, neither Ca-aluminate, Mg-spinel, Al– Mn–Mg–Fe–Ca–silicate nor CaO–CaS type inclusions were identified in the steel samples. In addition, the density of inclusions > 50 µm slightly increased when immersing alumina-coated filters.
A further study involving both nano-coated and alumina-coated filters showed that the majority of inclusions detected by ASPEX was located in the 0.1–20 µm2 area region, with a peak at 1–3 µm2. The use of a filter had always a positive impact on the steel purity, but the effect decreased with increasing immersion time [17]. In addition, particle growth was observed again for the nano-coated filters.
A study involving carbon-bonded calcium aluminate coatings showed the same trends for inclusion size distributions [20]. Most of the detected particles were classified as alumina as expected. Filtration efficiencies close to 100% were registered. However, the steel samples in this case were extracted directly from the steel melt (before and after filter immersion), so the results cannot be directly compared.
19.3.3 Combined Filtration Experiments
SEM investigations on nano-coated and CA2-C coated filters showed very similar features to what reported previously, since the conditions during the immersion were similar to those of simple finger-tests. In case of the active filters instead, at the end of the process, some of the steel did not manage to escape the macropores and froze. As a consequence, any remaining melt also solidified directly on top of the filter, which could hardly be analyzed. Generally, the bottom part showed the flame-sprayed alumina coating with collected inclusions and steel droplets. Light microscopy pictures are presented in Fig. 19.13. The alumina coating survived the impact of the molten metal and the thermal shock for the most part, but in some areas it cracked and was lost into the melt or during handling after the experiment. A glassy phase apparently covered the alumina coating after multiple experiments. The bottom surface of the sandwich filter seemed quite rough, with a lot of inclusions over the alumina coating. Since the top portion of the filter consisted of uncoated carbon-bonded alumina, this material reacted on contact with the steel melt and the resulting endogenous inclusions were immediately forced through the bottom (coated) part, in a way that a high number of them was collected on the filter surface.
2 light microscopic images of C A 2 C and nano nanocoated filter sample at 2 millimeters. The morphology of the sample has a molten metal with a cracked surface.
Fig. 19.13
Digital light micrographs of the active filters (bottom side) after combined filtrations with a CA2-C and b nano-coated filters, respectively
×
Under SEM, the surface of the other three samples appeared for the most part very smooth (as suggested by light microscopy investigations), with some interesting formations on top. These usually consisted of steel droplets resting over inclusions with a different composition (see Fig. 19.14b). The EDS signal revealed the presence of glass-forming elements such as Si and P. In particular, about 70% of the smooth layer consisted of SiO2, with the rest made up of alumina, Na2O and minor amounts of other oxides. On the other hand, the inclusions most likely consisted of iron phosphate or a similar phase. These observations confirm the presence of a glassy layer on the surface which was speculated before. It was not possible to determine the thickness of such layer in cross section, since it merged with the alumina coating underneath. From multiple images from different filters it was estimated to be at least a few micrometers thick. Since only a thin slag layer is produced during the immersion tests, this layer most likely originated from the impurities contained in the refractory adhesive used to keep the active filter in place. Small grains can be observed within the glassy layer at high magnifications, but the fast cooling of the filter after casting of the steel melt probably did not leave enough time for a complete crystallization. This particular microstructure was observed for the first time on coated carbon-bonded filters in this work. Previous studies only focused on immersion experiments, in which no casting process was involved.
2 SEM images of the with and without nanocoated filter at 50 and 20 micrometers. a. The morphology of the sample has a rough surface with a distribution of spherical particles. b. The morphology of the sample has a steel droplet with inclusions.
Fig. 19.14
Scanning electron micrographs of the active filters after combined filtrations. a Nano-coated filter. b No filter immersed
×
As in simple finger-tests, with combined filtration the amount of carbon decreased considerably for every test (Table 19.7). Interestingly, when performing only the immersion (which is a much faster experiment), the final carbon content in the steel was similar. On the other hand, loss of Cr was much larger in this case. Some Mn was also lost in all experiments, and especially when no filter was immersed. The amounts of other elements such as M, P and S were not affected significantly. Si was lost in all experiments, contributing to the formation of the glassy layer on the active filters (see above) and also to the creation of complex inclusions. Aluminum was strongly depleted whenever a filter was immersed, which is in agreement with previous studies [20]. Most likely this element was involved in the creation of new alumina inclusions during contact between the reactive filter and the steel melt. When no reactive filter was immersed, the Al content was not remarkably affected. The total oxygen content increased for all experiments, and particularly for the combined filtrations.
Table 19.7
Chemical composition (wt%) of the solidified steel samples obtained by spark emission spectroscopy (O obtained by gas fusion analysis and C by combustion and infrared absorption). “I” indicates the immersion step, “F” indicates the following casting. “CA”—Calcium aluminate coating; “NM”—Nano-based coating; “A”—Flame-sprayed alumina; “S”—Flame-sprayed alumina (bottom half only); “0”—No filter. All coatings applied on pre-coked carbon-bonded alumina filters
Element
Steel sample
ICA_FA
INM_FA
I0_FA
I0_FS
I0_F0
ICA
As received
C
0.30
0.29
0.29
0.28
0.30
0.28
0.41
Cr
0.95
0.96
0.95
0.94
0.93
0.84
0.96
Mn
0.65
0.68
0.59
0.59
0.59
0.62
0.77
Mo
0.15
0.16
0.16
0.16
0.16
0.16
0.16
Si
0.18
0.19
0.19
0.21
0.18
0.19
0.27
Al
<0.001
<0.001
0.019
0.019
0.022
<0.001
0.029
Ti
0.0013
0.0011
<0.0018
<0.0021
<0.015
<0.019
0.0044
O
0.0038
0.0037
0.0033
0.0026
0.0026
0.0024
0.0022
Fe
97.54
97.49
97.49
97.68
97.59
97.62
97.36
From the ASPEX size classification, it is clear that all curves tend to follow a log-normal distribution (Fig. 19.15). The combined filtration experiments resulted in larger inclusions on average compared to the reference test. As expected, the majority of inclusions consisted of alumina due to the steel treatment before immersion of the reactive filter, followed by MnS. Some improvement in comparison to simple finger-tests performed under similar conditions were noticed. However, less inclusions were detected in the solidified steel in the case no reactive filter was immersed, i.e. when only casting through the active filter. During the combined filtration experiments, after extraction of the reactive filter, the crucible was immediately tilted and the steel melt cast through the second filter. In this way, any new inclusions which were not already collected at that point were cast together with the steel melt and did not have time to escape to the slag layer via flotation. For this reason, further experiments were performed, with pure alumina filters floating on the steel melt to promote inclusion removal.
A multi-line graph plots the particles per 100 millimeter square versus area root. 5 steel samples begin at (0.4, 0), follow an increasing trend, reach the peaks between 60 and 260, again follow a decreasing trend, and end at (100, 0). Values are estimated.
Fig. 19.15
Density of inclusions detected by ASPEX in the steel samples as function of size
×
19.4 Discussion
19.4.1 Effects on Filter Materials
As mentioned above, one characteristic layer buildup was observed on almost all tested filters, regardless of the presence and type of coating employed. It appears that the in situ formed thin layer can be amorphous, crystalline (α-Al2O3) or a mixture of amorphous and crystalline, which depends on the level of impurities of ceramic raw materials, impurities in steel, and alloy elements [18]. Focused ion beam investigations detected only the structure of alpha alumina, despite the variable composition [9]. Other authors detected a vitreous phase on the surface of a decarburized Al2O3-C submerged nozzle after contact with steel [26]. They reported that this phase consisted of alumina, silica, and alkali oxides. According to the authors, the aluminum activity in steel increased with the amount of carbon dissolved. The resulting CO gas was then dissolved and provided oxygen for the reoxidation of Al and deposition of alumina. Regarding the clogging layers, plate-like particles clearly consisted of trigonal alpha-alumina. Grain orientation within these particles was determined, confirming that they did not grow directly from the coating material but more likely consisted of endogenous inclusions that sintered together due to the high process temperatures [18]. Small crystals as well as collected inclusions might act as nuclei for the polycrystalline structures observed on the filters’ surface.
In presence of a reactive or porous active coating, reaction products and gases can easily move to the filter/steel interface. Consequently, two mass transports probably contribute to the layer buildup observed in many studies: on the one hand, products (e.g., CO, alumina sub-oxides, gaseous Mg and Ca) originating from the carbon-bonded substrate, and, on the other hand, endogenous inclusions as well as dissolved elements from the steel. Regarding the actual reactions taking place, different mechanisms were proposed. Some authors claim that a carbothermic reduction of alumina (with iron as a catalyst) could provide the necessary alumina sub-oxides and carbon monoxide, which migrate through the coating and into the steel melt, remaining available for further reactions [2, 27, 28]. However, thermodynamic studies by Zienert et al. indicated that carbothermic reduction of alumina might not occur under the given experimental conditions [29]. They suggested, instead, a partial dissolution of alumina into the molten steel. No stable equilibrium between alumina and iron liquid is reached because of the constant production of CO gas from the dissolved oxygen and the presence of carbon. Al supersaturation in proximity of the filter surface results in the reprecipitation of alumina. It was observed that the secondary thin layer thickness and the polycrystal size did not increase with immersion time. Aluminum and oxygen showed a concentration gradient through the layer thickness, suggesting that the formation of this structure is at some point limited by diffusion [9]. This would explain why this layer always shows a thickness <1 µm, regardless of the type of functionalization (active or reactive) employed and the immersion time. In addition, no evidence of such a layer was found on filters with dense coatings prepared by flame-spraying. On the other hand, several studies showed that the amount of platelets or particles with complex shapes (“clogging phase”) which are collected on this layer slowly increases with the immersion time [17, 19]. The progress of clogging suggests that the interactions at the filter/steel interface still take place, but at a much slower rate. At some point in time, it is possible that dissolution and reprecipitation reach some kind of equilibrium. This would explain why filters delivered a worse performance with longer contact times. This is where the filter behavior changes from “reactive” to “active”, according to the definitions proposed by the CRC 920. Endogenous inclusions from the melt are now mainly attracted by the filter surface due to the similar chemistry. The increased roughness and specific surface benefit the filtration process.
19.4.2 Effect on Steel Cleanliness and Filtration Efficiency
From several immersion tests, the Al content as well as the amount of alumina inclusions decreased in all steel samples for short contact times. In addition, other elements such as C, Mn, Ni, S and P were also present in lower amounts after the experiments. With increasing immersion time (60 + s), a higher inclusion density was registered and the filtration efficiency dropped. This was probably due to detachment of particles from the filter surface due to the melt flow. Especially in the case of nano-coatings, a higher amount of large inclusions was detected after the experiments. Since oxides tend to behave as nucleation sites for sulfides, a lower oxygen content (induced by the nano-additives) resulted in larger sulfides and at the same time in a lower inclusion concentration [25]. Apart from the grain growth, the strong reaction with the MWCNTs could also explain the generation of silicates. Carbon and oxygen from the filter material may influence the Si activity in the steel, leading to local saturation and precipitation of silica/silicate inclusions.
In summary, the filters were most efficient during the reactive phase. Multiple studies dealing with the turbulent melt flow driven by the electromagnetic force in an induction furnace were performed within the CRC 920 [30‐33]. It was demonstrated that the immersion of a ceramic filter, depending on its permeability and position, has a considerable effect on the flow pattern. Moreover, the model was used to determine the filtration efficiency of ceramic filters. In comparison with the observed performance (30% up to over 95%) from the steel casting simulator experiments, low efficiency values were obtained at first [31]. However, the first simulations did not consider any reactions at the interface, nor the filter rotation. Further studies showed that the formation of CO bubbles on the surface of inclusions increases their rising velocity toward the free surface of the melt. According to the numerical results, about 30% of the starting inclusions are removed after 10 s. This can considerably increase the inclusion removal up to the observed levels and therefore improve the cleanliness of the steel melt [11, 34, 35]. On the other hand, when the bubbling effect of carbon-bonded alumina (due to evolution of CO gas) must be avoided, such as during a continuous casting process, the application of a dense flame-sprayed coating would be beneficial.
19.5 Summary
A special metal-casting simulator allowed to investigate the behavior of nozzles and filters in contact with a steel melt. Appropriate cement-free alumina castable formulations containing mullite or spinel were first developed, in order to produce various components such as nozzles, adapters, stopper rods and crucibles. Next, carbon-bonded alumina samples with or without active and reactive coatings were tested. Exogenous inclusions were introduced into the melt to better characterize the clogging behavior of carbon-bonded alumina nozzles. In comparison with an uncoated nozzle, a more intense clogging of nonmetallic particles at the inner surface of an alumina-coated nozzle resulted in a decreasing melt flow with time. In the case of a mullite coating, delamination and decomposition of the mullite phase were observed, making it unsuitable for applications at >1520 ℃. In further approaches, endogenous inclusions were generated in situ by pre-oxidizing and desoxidazing the steel melt. Filters with different active and reactive coatings were immersed for different times in order to investigate the evolution of newly formed phases on the filter surface as well as characterize their cleaning performance based on the analysis of the solidified steel. Despite the different coatings, a general layer buildup was detected on carbon-bonded filters. From the observations, it was proposed that the reactions taking place at the filter/steel interface are at some point limited by diffusion, after which only active clogging proceeds. The inclusions in the frozen steel melt were characterized with the aid of an automatic SEM—ASPEX-system, which identified the chemistry as well as the size and population of the inclusions. Regarding the steel cleanliness, reactive coatings showed promising results especially for very short (10–30 s) immersion time. On the other hand, nano-based coatings promoted the formation of new inclusions with complex chemistry and also the inclusion growth. Computer simulations showed that the formation of CO bubbles (during the reactive phase) on the surface of inclusions increases their rising velocity toward the free surface of the melt, suggesting that about 30% of the starting inclusions are removed after 10 s. In the last approach, investigations of a new combined refining process based on the immersion of reactive filters and a subsequent filtration via carbon-free active filters was investigated, in order to remove the remaining clusters of inclusions. Some improvement in comparison to simple finger-tests performed under similar conditions were noticed.
Acknowledgements
The authors gratefully acknowledge the financial support of the German Research Foundation (DFG, Deutsche Forschungsgemeinschaft) for funding this subproject C01 within the frame of the Collaborative Research Center 920, project number 169148856.
We would like to thank our former colleagues Dr.-Ing. Marcus Emmel, Dr.-Ing. habil. Harry Berek and Mr. David Thiele for their experimental support to the subproject. Moreover, we greatly appreciate the contribution of our colleagues at the Chair of Ceramics, in particular Dr.-Ing. Gert Schmidt, Ms. Carolin Ludewig, Dipl.-Ing. Ricardo Fricke, Mr. Lothar Lange, Mr. Udo Venus and Dipl.-Ing. Florian Kerber.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.